Butt welding: Professional pipe connections in the construction industry
A leaky pipe in civil engineering can quickly become a costly problem – especially if the weld fails. Butt welding is the proven solution that professionals have trusted for decades. But what distinguishes a high-quality butt weld from a faulty connection? The answer lies not only in the correct technique, but already in precise preparation. Whether you are connecting PE pipes for water supply or welding metal structures in well construction – the process requires expertise and the right equipment. In this article, you will learn how butt welding works, which materials are suitable, and what really matters for professional implementation.
What makes butt welding so special?
Butt welding connects pipes without overlap or filler material by directly fusing the end faces. This technique enables continuous pipe connections without cross-section constriction and achieves the same strength as the base material.
Learn moreV-bevel or J-bevel – which preparation is right?
For thick-walled pipes over 20 mm, the choice between V-bevel and J-bevel affects welding time and costs. J-bevels can reduce weld volume by up to 50% but require special processing tools.
Learn moreHow do hot plate welding and resistance welding differ?
While external heating elements are used in butt fusion, electrofusion utilizes integrated electrical heating elements in special fittings. Both methods offer specific advantages depending on the installation situation.
Learn moreWhere does butt welding prove effective in construction practice?
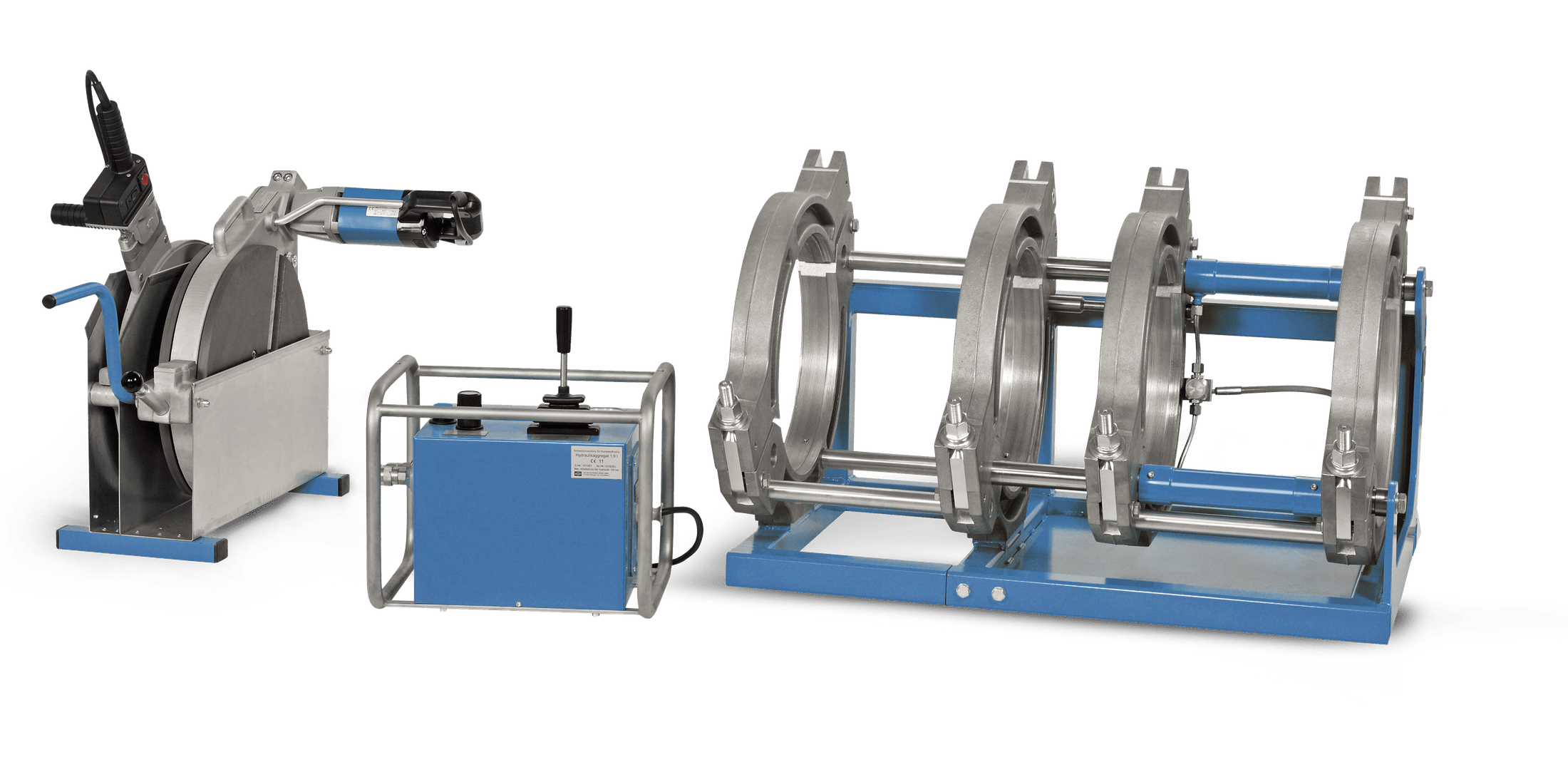
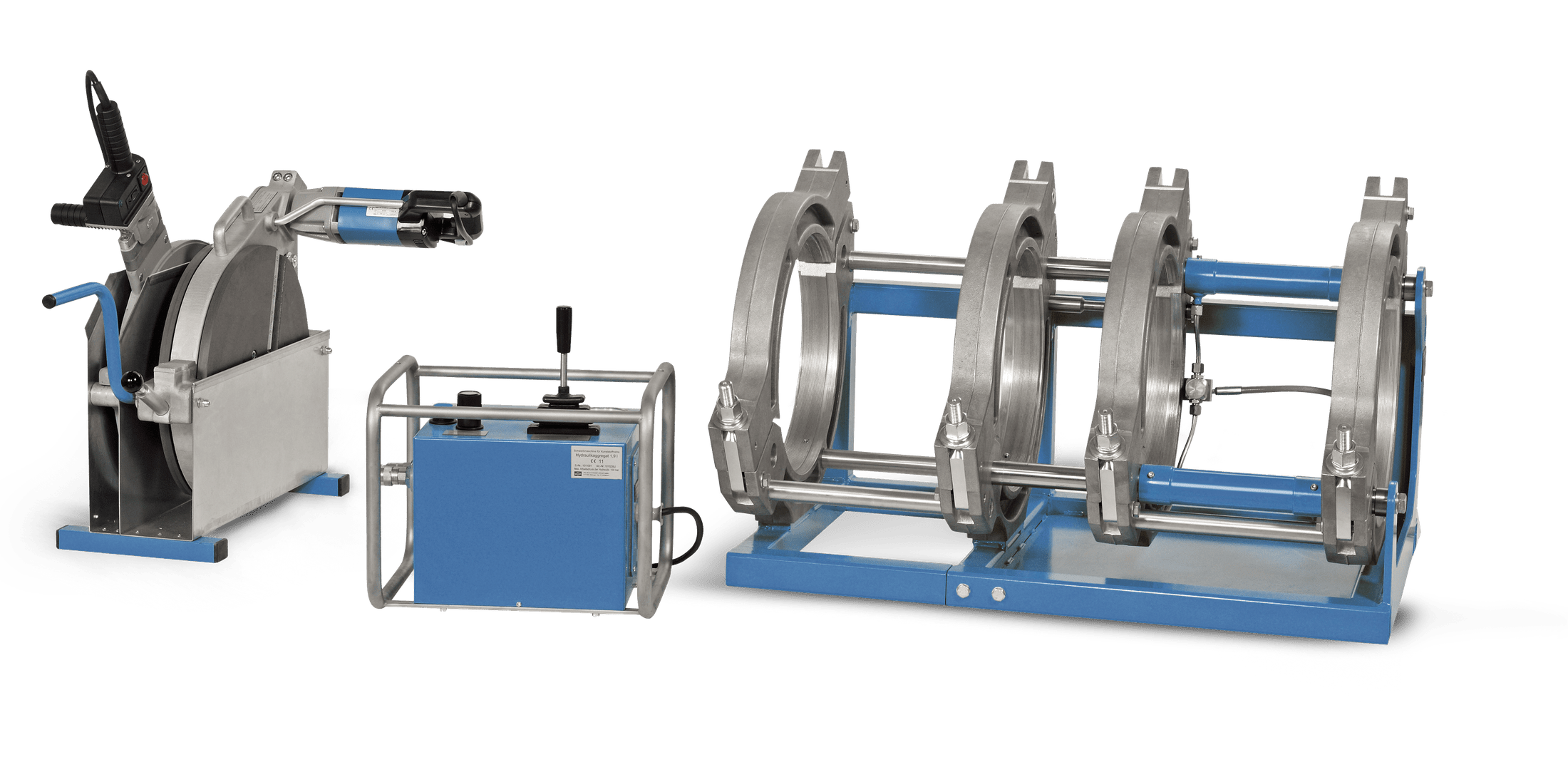
From drinking water pipes in civil engineering to well casings and complex building services systems – butt welding enables durable connections for a wide range of requirements. Mobile welding machines like the WIDOS 2500 offer maximum flexibility.
Learn moreWhat is butt welding? Fundamentals of the process
Definition and Functionality of Butt Welding
Butt welding is a proven method for permanently joining pipes and other components, where the end faces of two workpieces are directly welded together. Unlike other welding processes, the connection occurs without overlap and without filler material – the pipe ends are precisely aligned and fused into a homogeneous unit through heat and pressure.
In classic hot plate butt welding, the pipes to be joined are first precisely aligned and fixed in a butt welding machine. An electrically heated hot plate is placed between the precisely parallel prepared joint surfaces. Through controlled pressure and a precise temperature of approximately 200-220°C for polyethylene, a melting zone is created on both surfaces. After removing the hot plate, the heated pipe ends are joined under defined pressure. The fusion of the materials results in a weld seam whose strength matches that of the base material.
After 20 years in the business, I can say: A clean butt weld lasts a pipe's lifetime. The key lies in precise preparation and the right parameters – then the weld seam is just as strong as the pipe itself.
The decisive difference to overlap welding lies in the type of joint: While in overlap welding the workpieces are placed one on top of the other, in butt welding the end faces meet directly. This method enables a continuous pipe connection without cross-section narrowing – an important advantage for pressure-resistant piping systems in civil engineering and building services (Harms & Wende, 2023).

Heating element butt welding

Welding Temperatures and Parameters
Materials and Applications
Butt welding is suitable for a wide range of materials, with plastic pipes made of polyethylene (PE) playing a central role in the construction industry. PE pipes with diameters ranging from 50 to over 1000 mm can be reliably joined using this method. The weldability of polyethylene makes it an ideal material for gas and water pipelines, as the resulting joints are absolutely leak-proof and durable.
In addition to plastics, metallic materials can also be butt welded. In resistance butt welding, a distinction is made between upset butt welding for smaller cross-sections and flash butt welding for larger dimensions. These processes are used in the wire and chain industry as well as in mechanical engineering (Harms & Wende, 2023).
Typical applications in the construction industry include:
- Drinking water pipes made of PE 100 or PE 100-RC
- Gas supply lines according to DVGW guidelines
- Wastewater pipes in civil engineering
- Industrial piping systems
- Geothermal pipes in well construction
The versatility of the process is particularly evident in projects where long pipe sections need to be realized without mechanical connections. A modern butt welding machine like the WIDOS 2500 enables the precise welding of pipes with diameters between 50 and 315 mm – ideal for medium-sized construction companies.

Weld Joint Designs and Their Preparation
V-bevel vs. J-bevel: Advantages and Disadvantages
When preparing pipes with wall thicknesses exceeding 20 mm, the choice of the correct bevel shape plays a crucial role in weld quality. The two most common variants – V-bevel and J-bevel – differ fundamentally in their geometry and areas of application.
The V-bevel is characterized by its symmetrical, wedge-shaped preparation. With an opening angle typically ranging from 60° to 70°, it allows good access to the weld root. However, for thick-walled pipes, the weld volume can become considerable, leading to longer welding times and higher costs. To address this problem, combination angles are often used for V-bevels: an initial angle of 30° or 37.5° is combined with a second angle between 5° and 15° to reduce the overall volume of the bevel (Serco Tools, 2023).
The J-bevel, on the other hand, has an asymmetrical shape with one straight and one curved flank. This geometry reduces the weld volume by up to 50% compared to a standard V-bevel. Especially for wall thicknesses exceeding 30 mm, the J-bevel demonstrates its advantages: less weld material, shorter welding times, and lower heat input into the material. However, the production of a J-bevel requires special machining tools and more experience in preparation.
Precise tolerances are crucial for weld quality. Both bevel shapes require a root face of 0.5 to 1.5 mm wide and a gap distance between the parts of 0.5 to 1 mm. These tight tolerances ensure optimal penetration and mechanical strength of the joint (Serco Tools, 2023).
Professional Pipe Preparation
Careful preparation of pipe ends is the key to a durable welded connection. The process begins with the precise cutting of the pipes. Orbital cutting has established itself as a superior method: a pipe saw is guided in a controlled manner around the pipe, perfectly preserving the pipe geometry and achieving tolerance values of less than 0.25 mm (AXXAIR, 2023).
After cutting, the mechanical surface treatment follows. For PE pipes, the pipe ends must be planed parallel to create an optimal contact surface. Modern butt welding machines have integrated electric planers that perform this task precisely. The surface must be absolutely clean and free of oxide layers – for PE pipes, this means removing the topmost material layer.
Common preparation errors include:
- Insufficient cleaning of joint surfaces
- Oblique or wavy cut surfaces
- Excessive gap dimensions between pipe ends
- Neglecting temperature and humidity conditions
- Using unsuitable cutting tools
Professional construction companies rely on calibrated tools and trained personnel to minimize these sources of error. Investing in high-quality equipment pays off through reduced rejection rates and durable connections.

Special Processes: Butt and Electrofusion Welding
Process Technology and Special Features
Electrofusion welding represents a further development of classic butt welding and offers particular advantages in joining plastic pipes with integrated heating coils. Unlike hot plate butt welding, which uses an external heating element, electrofusion welding utilizes embedded electrical heating elements in special fittings.
In classic hot plate butt welding, the pipes to be joined are first clamped into the basic machine without tension or offset. After planing the end faces parallel, both pipe ends are simultaneously brought into contact with the non-stick coated heating element. The controlled thermal energy heats the joint surfaces to the material-specific welding temperature. After reaching the optimal temperature, the heating element is removed, and the pipe ends are joined under defined pressure (PF-Schweißtechnologie GmbH, 2023).
The special feature of electrofusion welding lies in its integrated heating technology: electrical heating coils are embedded directly in sockets or molded parts. By applying a defined voltage, these coils heat up and melt the surrounding material. The advantage: heat is generated precisely where it is needed – directly in the joint zone. This allows for shorter welding times and reduces the risk of heat loss.
Both processes have their specific applications: while hot plate butt welding dominates for straight pipe connections, electrofusion welding is particularly suitable for branches, bends, and complex molded parts. The choice of process depends on factors such as pipe diameter, wall thickness, and installation situation.
The preparation steps for hot plate butt welding follow a standardized procedure according to DVS 2207. First, the pipe ends are cleaned and degreased. Subsequently, the pipes are aligned and fixed in the machine. The planing process removes oxide layers and creates parallel surfaces. The parameters for temperature, heating pressure, and welding pressure are material-dependent and must be strictly adhered to.
In electrofusion welding, preparation is different: the pipe ends are scraped to the required length to create a clean surface for the socket. The correct insertion depth is marked, and the components are dry-fitted to check for proper fit. Only then does the actual welding process take place with pre-programmed parameters.
Quality assurance plays a central role in both processes. Modern welding machines record all relevant parameters such as temperature, pressure, and time. This documentation is particularly important in pipeline construction, where connections often have to last for decades. The result of both processes is a pressure-resistant and gas-tight connection, whose strength, when professionally executed, corresponds to that of the base material.
Practical implementation in the construction industry
Practical Application Examples
In civil engineering, butt welding has established itself as an indispensable technique for the installation of utility lines. When laying PE drinking water pipes with diameters between 110 and 400 mm, heated tool butt welding is used almost exclusively. A typical project involves connecting 12-meter pipe sections to continuous pipeline strings. The mechanical load-bearing capacity of the welds enables trenchless laying techniques such as horizontal directional drilling, where the welded pipe strings are pulled into the ground with considerable tensile forces.
In well construction, the extreme conditions place special demands on welded joints. Well pipes made of PE 100-RC must not only withstand water pressure but also the mechanical stress during installation at depths of over 100 meters. Here, butt welding technology proves its worth due to its ability to create full-surface connections without cross-sectional constrictions. The homogeneous fusion of the pipe ends prevents deposits and contamination – a decisive advantage for drinking water wells.
In building services, butt welding is primarily used for larger projects. Industrial buildings, hospitals, or residential complexes require robust piping systems for heating, cooling, and sanitation. PE pipes with diameters from 50 to 160 mm are welded into complex distribution systems. The ability to weld prefabricated pipe sections in the workshop and transport them as modules to the construction site significantly reduces assembly time.
The diverse applications of resistance butt welding range from the automotive industry to the chain and cable industry and mechanical engineering. In the construction industry, this technique is primarily used in the production of reinforcing steel, where steel bars are welded into longer units (Harms & Wende, 2023).
For medium-sized construction companies, investing in mobile butt welding machines has proven to be economically sound. Devices such as the WIDOS 2500 enable flexible working both in the workshop and on the construction site. With their welding force of 160 kp and integrated planing tool, they cover the typical demand range of DA 50-315 mm – precisely the dimensions most frequently encountered in civil engineering and pipeline construction.
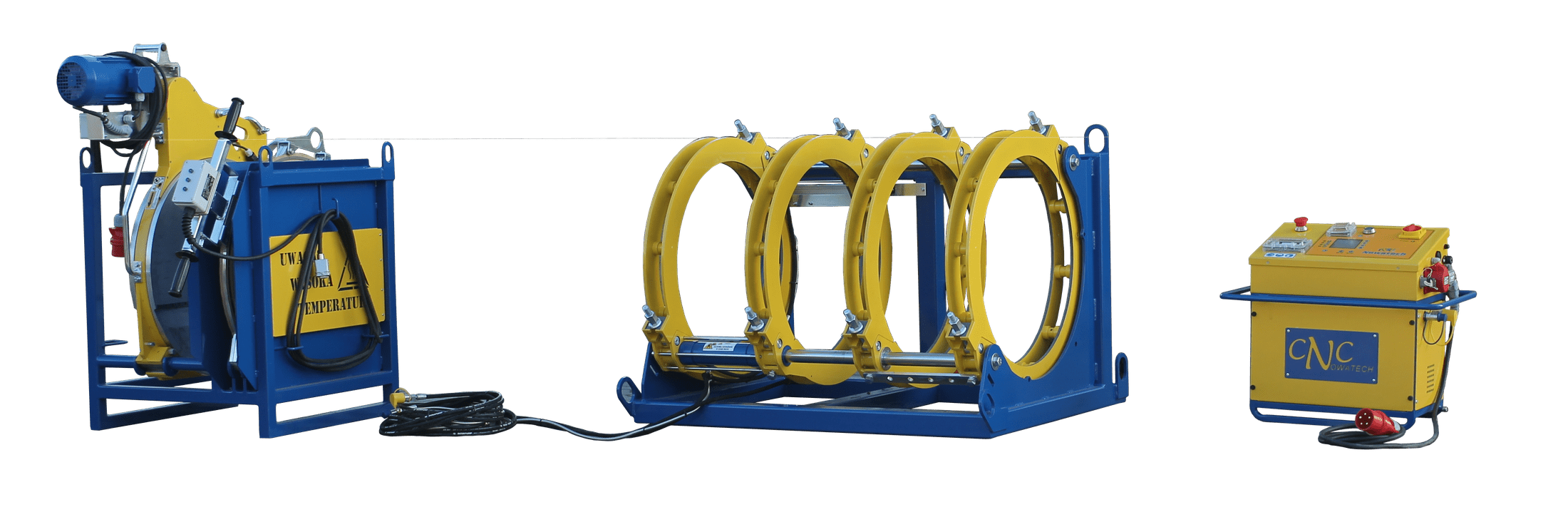
Fully automatic butt welding - CNC



Frequently Asked Questions on Butt Welding
A butt weld is a welded joint where two workpieces are directly joined at their end faces and welded without filler material. The pipe ends or components are fused together by heat and pressure into a homogeneous, continuous joint that exhibits no cross-sectional constriction.
A butt joint describes a type of connection where two workpieces meet flush with their end faces. In contrast to a lap joint, the parts do not overlap but abut directly against each other – this allows for a continuous material connection without thickening or offset.
Resistance butt welding can be used to join various metals:Steel and stainless steel (reinforcing bars, wires)Aluminum and aluminum alloysCopper and copper alloysTitanium for special applicationsWeldability depends on the electrical conductivity and melting point of the respective metal.
The welding time for heated element butt welding depends on the pipe diameter and wall thickness. For a PE pipe with a 110 mm diameter, the pure welding time is approximately 10-15 minutes, while the total time, including preparation and cooling, is 20-30 minutes.
For PE pipes, the optimal welding temperature is between 200-220°C. The exact temperature depends on the specific PE type (PE 80, PE 100) and must be precisely adhered to according to DVS guidelines to ensure a durable joint.
V-grooves are suitable for wall thicknesses up to approximately 30 mm and offer simpler preparation with symmetrical joint geometry. J-grooves are advantageous for wall thicknesses over 30 mm, as they reduce the weld volume by up to 50% – saving time and material and reducing heat input into the component.
Butt welding has established itself as an indispensable joining technique in modern construction. The ability to weld pipes and components into homogeneous, pressure-resistant joints without additional material makes the process the first choice for civil engineering, well construction, and building services. Especially for PE pipelines, the technique convinces with long-lasting tightness and mechanical strength that matches the base material. For medium-sized construction companies, investing in professional butt welding machines like the WIDOS 2500, which offers an excellent price-performance ratio with 20 years of market experience from PE Schweißtechnik, is worthwhile. With the right equipment and trained personnel according to DVS guidelines, pipeline projects can be implemented efficiently and with high quality – an investment in the future viability of your company.