Welding PE Pipes: 3 Methods for Secure Connections
There's time pressure on the construction site – the PE pipes for the new water pipeline need to be laid today. But when it comes to the crucial connection, the question arises: How do you actually weld PE pipes correctly? A faulty weld seam can later lead to costly leaks. PE pipes are weldable due to their thermoplastic properties, but the right technique and precise parameters are crucial for a durable connection. Whether it's butt welding, electrofusion couplings, or heating coil methods – each method has its specific requirements for temperature, pressure, and time. In this article, you will learn which welding processes are suitable for different applications, which temperatures are optimal, and how to create a professional connection step by step. With the right know-how, the secure welding of your PE pipes is guaranteed to succeed.
Why are PE pipes so easy to weld?
PE pipes are among the thermoplastic materials that soften when heated and form a homogeneous bond after cooling. The material composition and compatibility of different PE types such as PE80 and PE100 play an important role in this.
Learn moreWhich welding process is suitable for your PE pipes?
From classic heating element butt welding to the practical electrofusion socket welding process and flexible electrofusion welding – each method has its specific applications. The choice depends on pipe dimensions, space conditions, and the application.
Learn moreHow do you properly weld PE pipes?
A precise step-by-step guide leads you through the entire welding process – from the thorough preparation of the pipe ends and correct execution to the crucial cooling phase. The right temperatures and timing are essential for a durable connection.
Learn moreWhat safety aspects do you need to consider when welding PE?
Maintaining temperature ranges, protection from weather influences, and systematic quality assurance are essential for safe welded connections. Only trained specialists should carry out these tasks to avoid hazards and ensure the quality of the connections.
Learn moreWhat makes PE pipes weldable?
PE pipes can be welded excellently because polyethylene is a thermoplastic. These materials become soft and malleable when heated, without chemically decomposing. When cooled, they solidify again and form a homogeneous, dense connection.
Material Composition and Thermoplastic Properties
Polyethylene consists of long molecular chains that separate from each other and become mobile when heated. Above a certain welding temperature, the material plasticizes – it becomes viscous, and the joining surfaces can fuse together. This thermoplastic property makes PE-HD and other PE variants ideal for various welding processes.
The strength of the welded joint largely depends on the MFR (Melt Flow Rate) value, which describes the flow behavior of the molten plastic. According to DVS 2207-1, PE materials with an MFR range of 0.20 to 1.70 g/10 min are considered suitable for welding (MCM-Systeme, 2023).
PE80 vs. PE100: Differences and Compatibility
PE80 and PE100 primarily differ in their minimum strength: PE80 achieves 8 MPa, while PE100 achieves 10 MPa. Despite these differences, both material types can be welded together – provided they have the same pressure rating (SDR class) and similar melt flow behavior.
DVS Guideline 2207-1 explicitly confirms the technical feasibility of this connection (MCM-Systeme, 2023). Slight differences in flow behavior may lead to an uneven weld bead but do not necessarily impair the quality of the connection if all welding parameters are adhered to.
After 20 years in PE welding technology, I can say: Proper preparation accounts for 50% of the success. Take the time for clean pipe ends and correct temperature settings – your welds will thank you.
Heating Element Butt Welding

The most important welding processes for PE pipes
Three proven welding processes are available for PE pipes, each offering specific advantages depending on the application and dimensions.

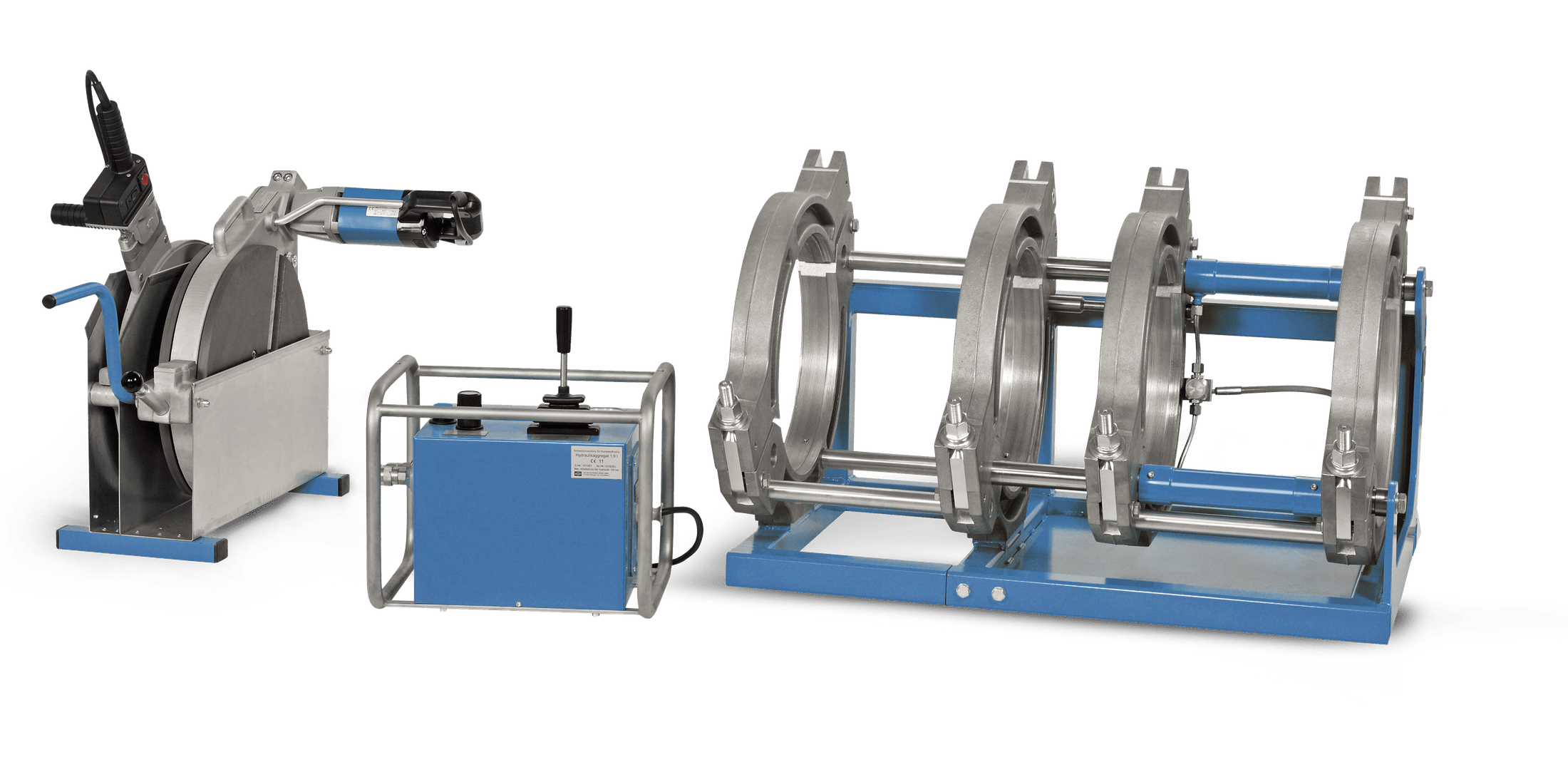
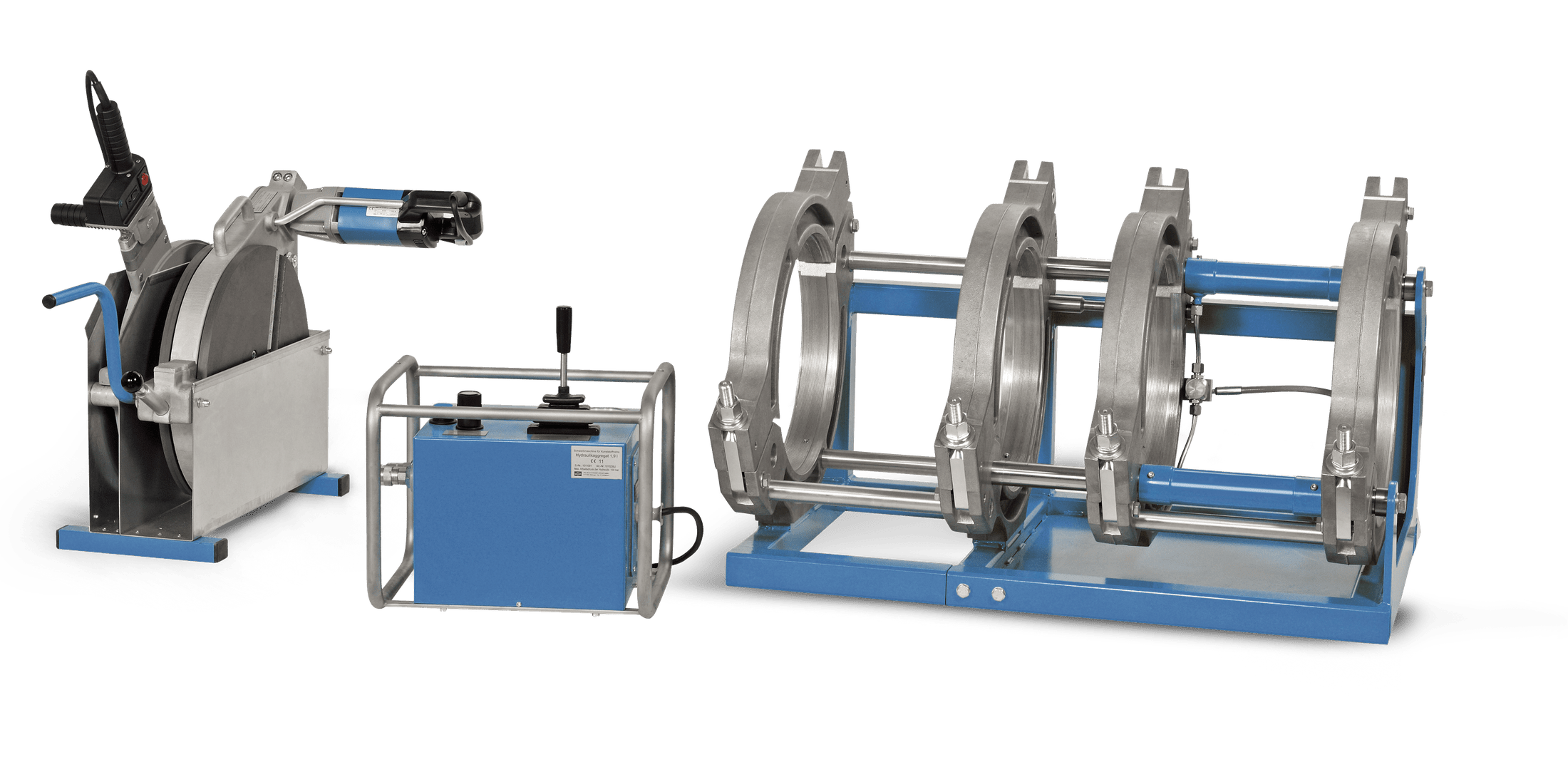
Hot plate welding (butt welding)
Heated tool butt welding is the classic method for PE pipes. In this process, the pipe ends are brought to welding temperature by means of a heated tool – the heating element (AVK Armaturen, 2023). After heating, the heating element is removed and the plasticized pipe ends are joined together under defined pressure.
This method is particularly suitable for larger pipe dimensions and produces extremely robust connections. When performed correctly, the weld seam is as strong as the pipe itself.

Electrofusion Sleeve Procedure
In the electrofusion coupling process, special couplings with integrated heating wires are used (AVK Armaturen, 2023). A welding machine supplies the necessary current, which heats the wires. This melts the inner surfaces of the coupling and the outer surfaces of the inserted pipes, creating a permanent bond.
This method excels due to its simplicity and reliability, especially in confined spaces or unfavorable weather conditions.

Electrofusion Welding
Heated coil welding works similarly to electrofusion sleeve welding, but offers even more flexibility. It is ideally suited for hard-to-reach areas and allows pipes of different dimensions to be joined (AVK Armaturen, 2023). Fittings and special connections can also be securely joined using this method.
The ZEEN-800 heated coil welding machine from PE Schweißtechnik, for example, processes electrofusion fittings from 16 to 160 mm in diameter and meets all requirements of DVS-2207 calibration.

Welding Temperatures and Parameters
The exact adherence to the welding temperature and other parameters is crucial for a durable, tight connection.
Optimal Temperature Ranges for PE-HD
For the butt welding of PE-HD, PE 80, PE 100, and PE 100 RC using a heating element, a uniform heating element temperature of 210 ± 10 °C applies (SIMONA AG, 2023; e-construction-bbs.com, 2023). This temperature ensures that the material is optimally plasticized without thermal damage.
Time Specifications and Pressure Parameters
The welding parameters depend on the wall thickness of the pipes:
- Wall thickness up to 4.5 mm: Heating time 45 s, changeover time max. 5 s, joining pressure build-up time 5 s, cooling time min. 6 min
- Wall thickness 4.5–7 mm: Heating time 45–70 s, changeover time 5–6 s, joining pressure build-up time 5–6 s, cooling time 6–10 min
- Wall thickness 7–12 mm: Heating time 70–120 s, changeover time 6–8 s, joining pressure build-up time 6–8 s, cooling time 10–16 min
- Wall thickness 12–19 mm: Heating time 120–190 s, changeover time 8–10 s, joining pressure build-up time 8–11 s, cooling time 16–24 min
(SIMONA AG, 2023; e-construction-bbs.com, 2023)
These values are based on the DVS 2207-1 and DVGW GW 330 standards and must be precisely adhered to.

Step-by-step instructions: Correctly welding PE pipes
Careful preparation and execution guarantee high-quality welded joints.
Preparation of the Pipes
Before welding, the pipe ends must be thoroughly prepared (AVK Armaturen, 2023):
- Cut pipes to the correct length – perpendicular and burr-free
- Clean joint surfaces of dirt, grease, and moisture
- Mechanically remove the oxide layer at the pipe ends
- Align and fix pipes in the welding fixture
- Bring the heating element to operating temperature and check for cleanliness
Execution of the Welding Process
The actual welding process takes place in defined steps:
- Bring pipe ends to the heating element and press lightly
- Wait for the heating phase – material begins to melt
- Reduce pressure and continue heating according to the specified time
- Remove the heating element quickly (note changeover time)
- Bring pipe ends together quickly and apply joining pressure
- Maintain constant pressure throughout the cooling time
During welding and cooling, the weld joint must not be mechanically stressed (AVK Armaturen, 2023).
Cooling and Quality Control
The cooling phase is just as important as the welding itself. The specified cooling times must be strictly adhered to – depending on the wall thickness, between 6 and 24 minutes. Only then may the connection be moved or stressed.
Quality control includes visual inspection of the weld bead: It should be uniformly circumferential and show no inclusions or defects.

Safety Aspects in PE Welding
Safety is a top priority when welding PE pipes – both for personnel and for the quality of the joint.
Potential Hazards and Protective Measures
Welding work may only be carried out by experienced and trained specialists (Pipelife Austria, 2023). The permissible temperature range for processing is between 0 °C and +40 °C. At temperatures below 5 °C, PE welding according to DVS 2207 is only recommended if the welding area is protected from adverse weather conditions (AVK Armaturen, 2023).
Special caution is required for:
- Temperatures below 0 °C: Here, only electrofusion welding is permitted down to –5 °C (Pipelife Austria, 2023)
- Strong wind and rain: Moisture can affect the welding zone
- Damaged or contaminated joint surfaces: These must be treated before welding
Quality Assurance of the Welded Joint
Systematic quality assurance includes:
- Documentation of all welding parameters
- Compliance with guidelines DVS 2207-1 and DVS 2213
- Regular calibration of welding equipment according to DVGW specifications
- Visual and, if necessary, non-destructive testing of the welds
Modern devices such as the ZEEN-800 automatically log up to 3000 welding processes, enabling seamless traceability.
Special Cases and Challenges
Not all PE variants are equally easy to weld, and sometimes special solutions are required.
Welding PE-UHMW: Possibilities and Limitations
PE-UHMW (Ultra High Molecular Weight) differs from standard PE due to its extremely high molecular weight. The long molecular chains make the material particularly wear-resistant, but significantly complicate welding. PE-UHMW is only conditionally weldable because it does not flow sufficiently when heated.
Alternative joining techniques such as mechanical connections or special adhesives are often the better choice here. PE-X (cross-linked polyethylene) is not weldable at all due to its three-dimensional cross-linking.
Sources for Special Couplings
For unusual dimensions or special applications, special welding couplings and fittings are required. With 20 years of expertise, PE Schweißtechnik offers an extensive range for all areas of PE welding technology. From standard electrofusion couplings to custom-made products, professionals will find the right connecting elements here.
When selecting the right coupling, factors such as pipe dimension, pressure rating, and application area play a crucial role. Consulting with experts helps to avoid costly mistakes.
Electrofusion welding



Frequently Asked Questions about Welding PE Pipes
Yes, PE pipes are excellent for welding because polyethylene is a thermoplastic material that softens when heated and forms a homogeneous bond after cooling. The three main methods are: butt fusion for large dimensions, electrofusion for confined spaces, and socket fusion for hard-to-reach areas.
The optimal heating element temperature for PE-HD, PE 80, and PE 100 is uniformly 210 ± 10 °C. This temperature ensures optimal plasticization of the material without thermal damage and is prescribed according to DVS 2207-1 and DVGW GW 330.
PE pipes are mainly joined by three welding methods: Heated tool butt welding: Pipe ends are heated and pressed together Electrofusion sockets: Sockets with integrated heating wires fuse the pipes Hot gas welding: Flexible method for fittings and various dimensionsAlternatively, there are mechanical connections such as compression fittings for demountable connections.
PE pipes must not be welded at temperatures below 0 °C (exception: electrofusion welding down to -5 °C), in heavy rain or wind without protection, or with damaged or heavily contaminated jointing surfaces. PE-X (cross-linked polyethylene) is generally not weldable, and PE-UHMW is weldable only to a very limited extent.
A professionally executed PE welded joint lasts as long as the pipe itself – at least 50 years with proper installation. The weld seam achieves the same strength as the base material and is permanently sealed against water and gas.
Yes, PE welding work may only be carried out by trained specialist personnel. For public utility lines, a DVS welder's certificate according to DVS 2212 is often required, which proves qualification for various welding processes and pipe dimensions.
Welding PE pipes requires profound technical knowledge and the right equipment. The three proven welding methods – butt fusion welding, electrofusion couplings, and electrofusion welding – offer the right solution for every application. Crucial for durable, leak-proof connections are the exact adherence to the welding temperature of 210 ± 10 °C, as well as precise observance of all time and pressure parameters according to DVS 2207-1. With high-quality welding machines like the ZEEN-800 and the extensive range from PE Schweißtechnik, professional welded joints that last at least 50 years can be achieved. Benefit from 20 years of expertise for your PE welding projects – from consultation to the suitable special coupling.