Sleeve Welding: Professional Pipe Connections in Practice
In civil engineering, you often face the challenge of permanently and tightly connecting pipelines. Whether laying water pipes in well construction or installing sewage systems, the quality of the pipe connections determines the longevity of your entire project. Socket welding has established itself as a proven technique that enables reliable and durable connections.
After 20 years of experience, I can say: The quality of a weld joint lives and dies with proper preparation. Those who cut corners here will pay for it later.
With over 20 years of experience in welding technology, we at PE Schweißtechnik know the typical demands on the construction site: time is short, connections must hold, and the technology must function even under difficult conditions. In this article, you will learn how to create professional pipe connections using the correct socket fusion welding technique, what tools you need, and what to look for in quality assurance.
What exactly is a welding sleeve and how is it constructed?
A welding socket is a cylindrical connecting element made of thermoplastic that permanently and cohesively joins pipes. The precise design with a defined insertion depth and stop ensures optimal positioning for homogeneous welded joints.
Learn moreHow does socket welding work in practice?
Socket fusion welding involves four precise steps: from careful pipe preparation and exact positioning to controlled welding at material-specific temperatures. Proper cooling and inspection ensure durable connections.
Learn moreWhich socket fusion machines do you need for professional results?
Modern socket welders operate with electronically controlled heating elements and PTFE-coated heating plates for pipe diameters from 16 to 125 mm. Digital temperature monitoring and quick-change systems enable precise, efficient welded connections.
Learn moreWhere are welding sockets used and what materials are suitable?
Electrofusion couplings are widely used in civil engineering, well construction, and building services for gas, water, and heating pipes. PE pipes are suitable for buried pipelines, while PP-R systems excel at higher temperatures in plumbing installations.
Learn moreWhat is a welding sleeve?
Definition and Structure
A socket fitting is a special plastic connecting element used in socket fusion welding for the permanent joining of pipes. It consists of a cylindrical molded part with an expanded inner surface that is precisely matched to the outer diameter of the pipes to be joined. The fitting encloses the pipe ends and, through heating, enables a homogeneous, material-bonded connection.
The structure of a socket fitting follows a precise design: the inner surface has a defined insertion depth, which is marked by a stop. This construction ensures that both pipe ends are optimally positioned and that the welded joint is formed evenly. In heating element socket fusion welding, heating is carried out by special heating elements inserted between the pipe and the fitting.
Materials and Properties
Socket fittings are made from various thermoplastic materials, with PE (polyethylene), PP (polypropylene), PB (polybutene), and PVDF (polyvinylidene fluoride) being the most common. Each material brings specific properties: PE fittings are characterized by high flexibility and impact strength, while PP fittings are particularly temperature resistant. PVDF fittings are used in chemically demanding applications due to their exceptional corrosion resistance.
The choice of material depends on the application conditions: PP-R fittings are particularly suitable for drinking water pipes, while PE fittings are often used in civil engineering. The longevity of the connection largely depends on the material quality – high-quality fittings guarantee a lifespan of several decades.
Socket Fusion Explained: How the Technique Works

Step 1: Preparing the pipes
Careful preparation of the pipe ends forms the basis for a stable welded joint. First, the pipes must be cut squarely and then deburred. Dirt, oils, or moisture significantly impair welding quality, which is why thorough cleaning with suitable cleaning agents is necessary.
The pipe ends are processed with a special peeling tool to remove the oxide layer. This preparation is particularly important for PE pipes, as surface oxidation can impair welding. After mechanical processing, the insertion depth is marked – a crucial step for exact positioning in the socket.

Step 2: Positioning the Sleeve
Correct socket positioning requires precision and experience. The pipe is inserted into the socket up to the marked insertion depth, ensuring even centering. For larger diameters, centering devices are used to guarantee exact alignment.
The use of fitting systems considerably simplifies positioning. These coordinated components guarantee optimal fit. It is important that no tension acts on the connection – the pipes must lie stress-free in the socket to avoid distortion during the welding process.

Step 3: The Welding Process
The actual welding process begins with the insertion of the heating element between the pipe and the socket. The welding temperature varies depending on the material: PE is welded at approximately 200-220°C, while PP pipes require temperatures of 250-270°C. Socket fusion welding with heating elements uses specially coated heating plates to ensure even heat distribution.
During the heating phase, the material at the contact surfaces melts. The precise adherence to the welding parameters – temperature, heating time, and pressure – is crucial for the strength of the connection. After reaching the welding temperature, the heating element is removed, and the parts are joined under defined pressure. The welding process lasts between 30 seconds and several minutes, depending on the diameter.

Step 4: Cooling and Inspection
The cooling phase is just as important for the quality of the weld as the welding process itself. The welded parts must remain fixed throughout the cooling time to ensure a homogeneous connection. The cooling time depends on the wall thickness and diameter – for large dimensions, it can be up to 30 minutes.
After complete cooling, the weld seam is visually inspected. An even weld bead indicates correct execution. Additional testing procedures such as pressure tests or ultrasonic examinations ensure the load-bearing capacity of the joint. Professional documentation of the welding process is part of professional quality assurance.
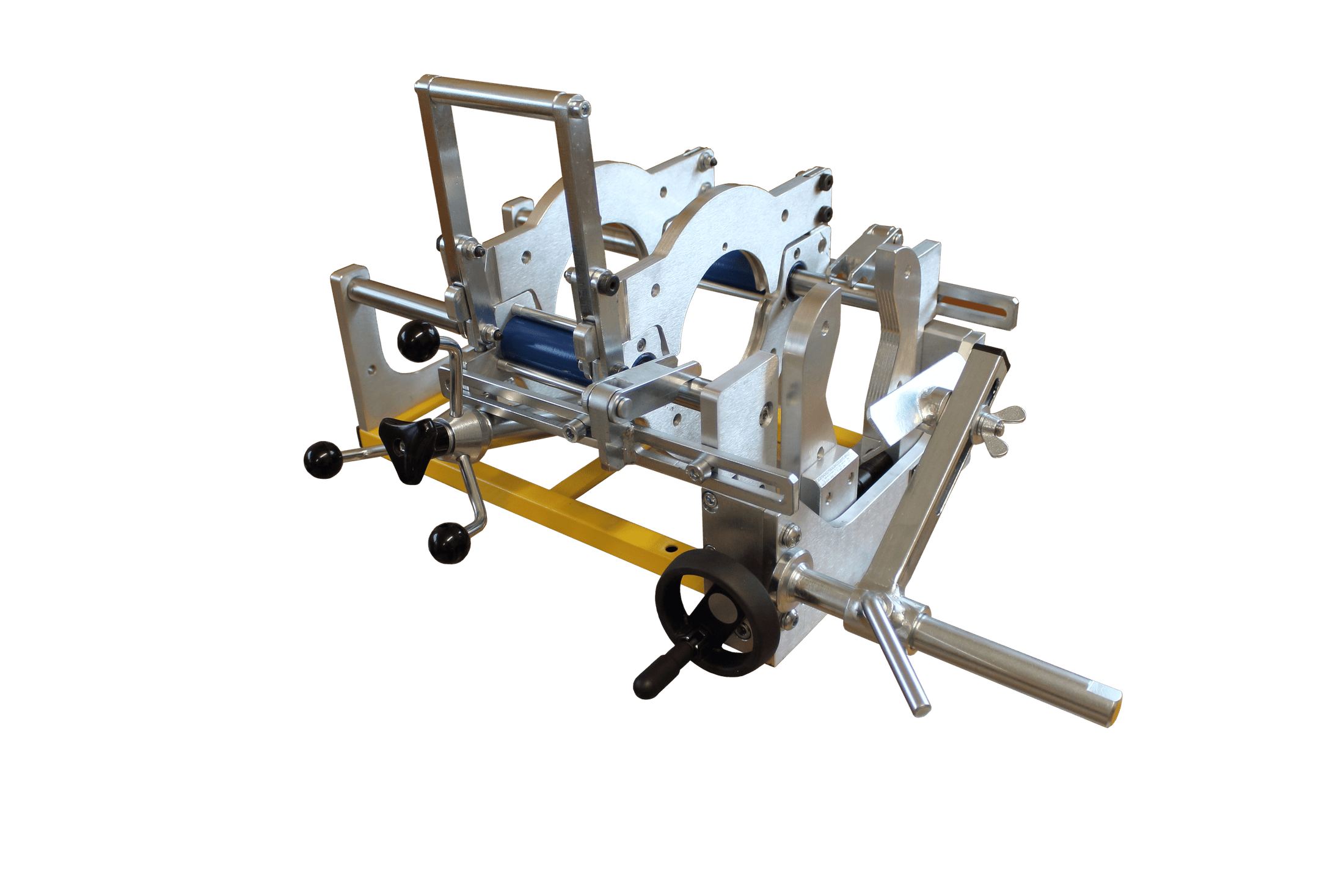
Socket Fusion Welders: Tools for Professional Connections
How a socket fusion machine works
Socket fusion machines operate on the principle of controlled heat input through electrically heated heating elements. The machine consists of a control unit with electronic temperature control and interchangeable heating elements for various pipe diameters. Modern devices feature a digital temperature display and monitoring, precisely regulating temperatures between 180 and 280°C.
At the heart of the system are the PTFE-coated heating elements, manufactured according to DVS guidelines. This high-quality non-stick coating prevents molten plastic from adhering and ensures a long service life for the tools. The electronic control continuously monitors the welding temperature and automatically compensates for fluctuations – a crucial factor for consistent welding quality.
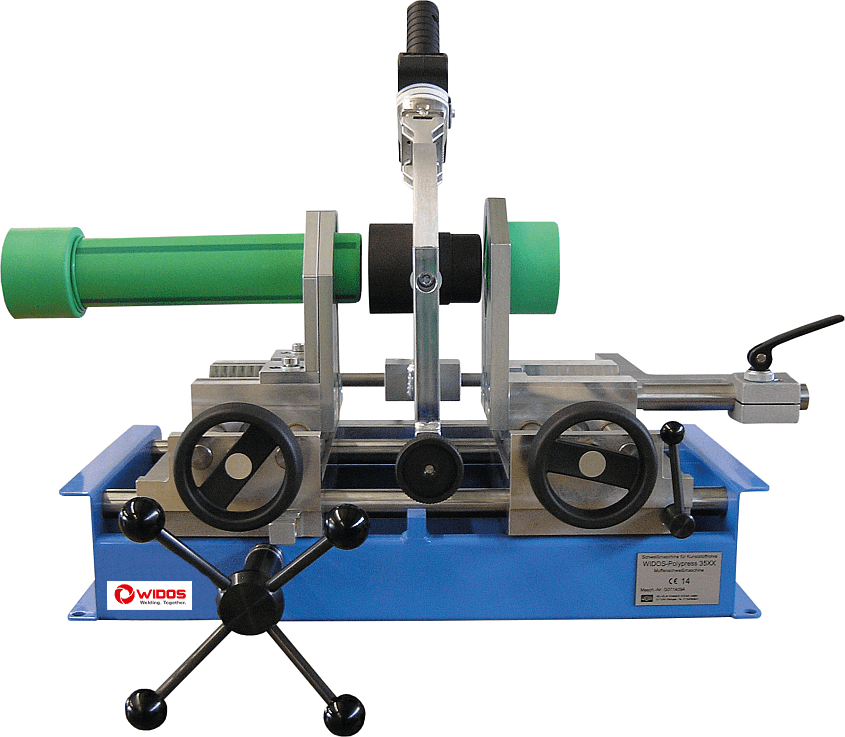
Important features
Professional socket fusion machines are characterized by various features that enable efficient work. A quick-change heating plate system saves time and costs when switching between different pipe dimensions. The devices are designed for plastic pipes and fittings made of PB, PE, PP, and PVDF in diameters from 16 to 125 mm (REMS, 2024).
Standard features include safety functions such as a lock for the temperature setting to prevent accidental adjustment, as well as visual and acoustic signals when the welding temperature is reached (ROTHENBERGER, 2024). High-quality devices have surface-treated clamping elements that guarantee permanently safe use. For industrial applications, special machines with pneumatically controlled, fully automatic control are also available (FRANK GmbH, 2024).

Areas of Application for Welding Sockets
Civil Engineering and Pipeline Construction
In civil engineering, electrofusion couplers are the preferred joining technology for PE piping systems. The high reliability of these connections makes them ideal for buried pipelines, where subsequent repairs would be complex and costly. Especially in the installation of gas and water pipelines, electrofusion joints are used because they guarantee absolute tightness for decades.
This technology is excellent for pipe diameters up to 110 mm, which are standard in municipal civil engineering. The use of angled couplers and T-pieces allows for flexible pipeline routing even in confined spaces. The corrosion resistance of the plastic connections makes them an ideal solution for aggressive soils and fluctuating groundwater levels.
Well Construction and Water Technology
In well construction, electrofusion couplers have become the standard for connecting well casings. The application ranges from domestic wells to industrial deep wells. PP pipe systems with electrofusion joints withstand the mechanical stresses during installation and ensure hygienically sound conditions in the long term.
The technology also allows for the integration of special components such as filter pipes or pump connections. Socket couplers with internal threads enable the transition to metallic components. The homogeneous connection prevents the ingress of surface water, thus protecting water quality.
Building Services and Sanitary Installation
In building services, electrofusion couplers are widely used in the installation of drinking water and heating pipes. PP-R systems have become the standard here, combining high temperature resistance with easy processing. The electrofusion technique enables fast and secure connections even in confined spaces.
Its versatility is evident in the availability of various fittings: from simple couplers and elbows to complex distributors, all installation requirements can be met. The smooth inner surface of the welded connections minimizes pressure losses and prevents deposits – an important aspect for drinking water hygiene.

Quality assurance in socket welding
Common Sources of Error
The most common errors in socket welding arise from insufficient preparation or incorrect welding parameters. A too low welding temperature leads to incomplete fusion, while overheating damages the material and reduces strength. Contaminated or oxidized surfaces prevent a homogeneous connection and can lead to later leaks.
Lack of centering of the pipes in the socket causes uneven wall thicknesses in the weld zone. This weakens the connection and can lead to failure under stress. Also, too short cooling times or movements during the cooling phase significantly impair the weld quality. An unburred cut edge can cause notches in the weld seam, which act as weak points.
Testing Procedures and Standards
Quality assurance in socket welding follows established norms and guidelines. DIN EN ISO 3834 defines quality requirements for fusion welding, while DIN EN ISO 5817 specifies acceptance criteria for welds (mussmann.org, 2025). These standards ensure uniform quality and enable objective assessments.
Various procedures are available for testing: Visual inspection detects external defects such as uneven weld beads or gaps. Pressure tests check the tightness and load-bearing capacity of the connection. For critical applications, non-destructive testing methods according to DIN EN ISO 17635 are used, such as ultrasonic inspections (mussmann.org, 2025). The DVS guidelines provide specific requirements for welding parameters and testing scopes.

Material selection for optimal welding results
PE and PP Pipe Systems
The choice between PE and PP pipe systems depends on the specific requirements of the application. PE pipes offer high flexibility and impact strength, making them ideal for buried pipelines. They can withstand ground movements and temperature fluctuations without damage. PE 100 has become established as the standard material for gas and water pipes.
PP pipes, especially PP-R (Polypropylene Random Copolymer), offer higher temperature resistance and are therefore suitable for hot water pipes and heating systems. The rigidity of PP allows for thinner wall thicknesses with the same pressure resistance. Both materials can be securely connected using socket fusion welding, but require adapted welding parameters.
Compatibility and Material Combinations
The compatibility of different plastics during welding follows clear rules: only chemically related materials can be fused together. PE can be welded with PE, PP with PP – mixing them leads to poor connection quality. PVDF, as a high-performance plastic, requires special welding parameters and may only be connected to PVDF.
When selecting pipes and fittings, uniform material quality must be ensured. The components should come from the same manufacturer or be demonstrably compatible. Modern piping systems are designed as complete systems where all parts are optimally coordinated. This ensures not only secure welded connections but also long-term reliability of the entire system.
Socket Fusion Welders


Frequently Asked Questions about Socket Welding
Socket fusion is a thermal welding process for permanently joining plastic pipes using a socket. The pipe end and the socket are heated to welding temperature by a heating element and then joined under pressure, creating a cohesive, absolutely leak-proof connection.
A socket fusion welder is an electrically operated welding machine with electronic temperature control and exchangeable heating elements for various pipe diameters. The devices work with PTFE-coated heating plates at temperatures between 180-280°C and feature safety functions such as temperature monitoring and acoustic signals.
The welding temperature depends on the material: PE couplings are welded at 200-220°C, PP couplings at 250-270°C, and PVDF at approximately 230-240°C. Precise temperature control is crucial for connection quality – modern socket welding machines regulate this automatically and monitor it digitally.
The welding time varies between 30 seconds and several minutes for the actual welding process, depending on the pipe diameter and wall thickness. In addition, the cooling time, which can be up to 30 minutes for large dimensions, must be observed – during this time, the parts must remain absolutely fixed.
The most common errors are insufficient pipe preparation (lack of deburring, contamination), incorrect welding temperature, and excessively short cooling times. Furthermore, inadequate centering of the pipes in the socket or movements during the cooling phase also lead to inferior connections with leaks or weak points.
The socket welding process is ideal for plastic pipes with a diameter of 16 to 125 mm. In civil engineering, it is standard for pipe diameters up to 110 mm, while in building services, mainly smaller dimensions of 16-63 mm are used.
Socket fusion welding is a proven joining technique characterized by absolute leak-tightness and decades of durability. The material-bonded connection of plastic pipes using welding sockets meets the highest requirements in civil engineering, well construction, and building services. With professional socket fusion welding machines and the right material selection, reliable piping systems are created that can withstand even demanding conditions. Crucial for success are careful preparation, precise welding parameters, and adherence to quality standards. PE Schweißtechnik offers you the complete range for all requirements in socket fusion welding – from high-quality welding machines to suitable sockets and expert advice.