Filter
10 Produkte
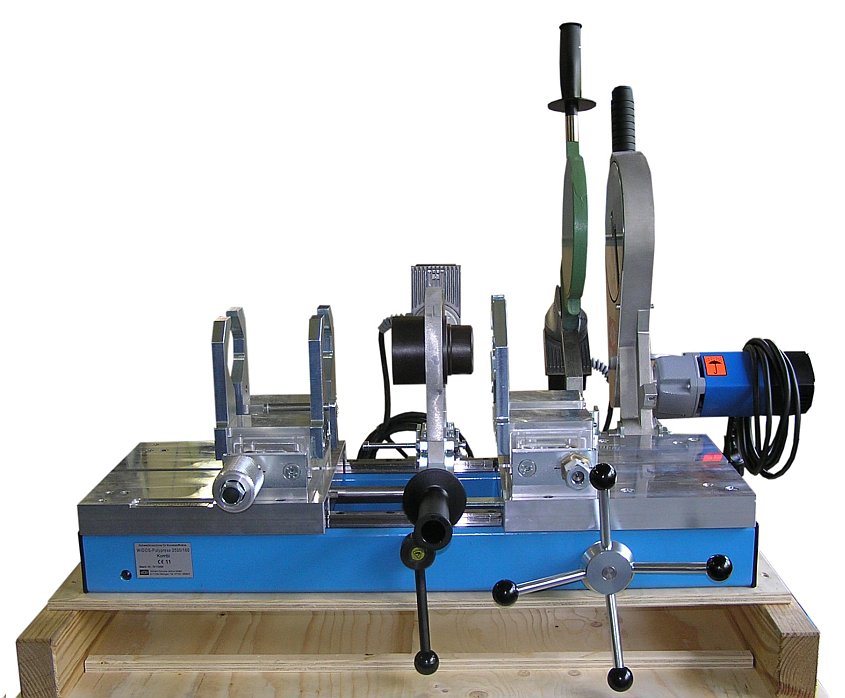

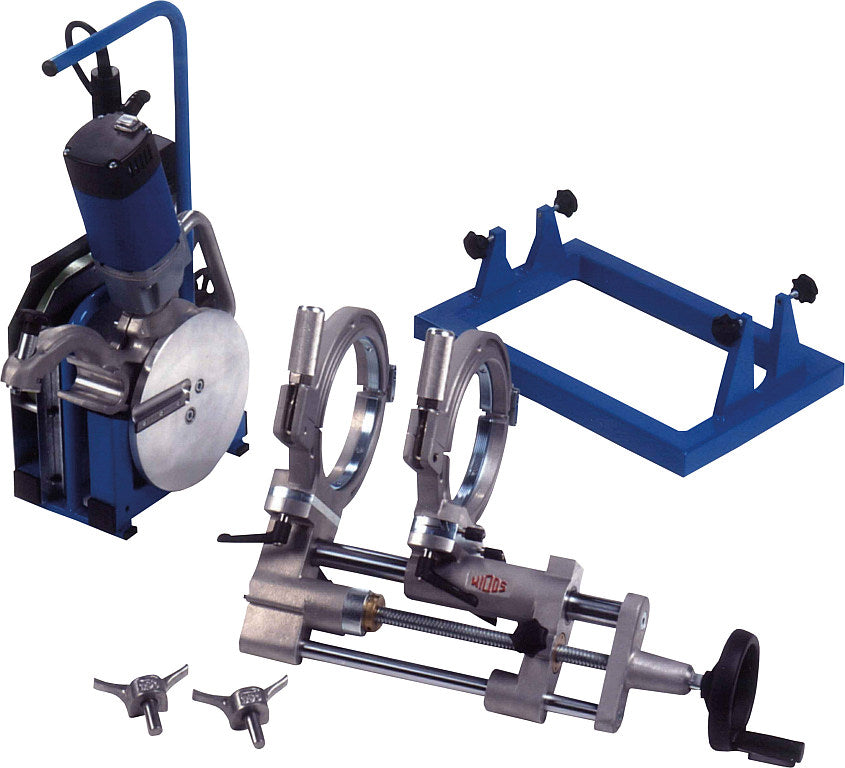











Professionelles Stumpfschweißgerät bei PE Schweisstechnik

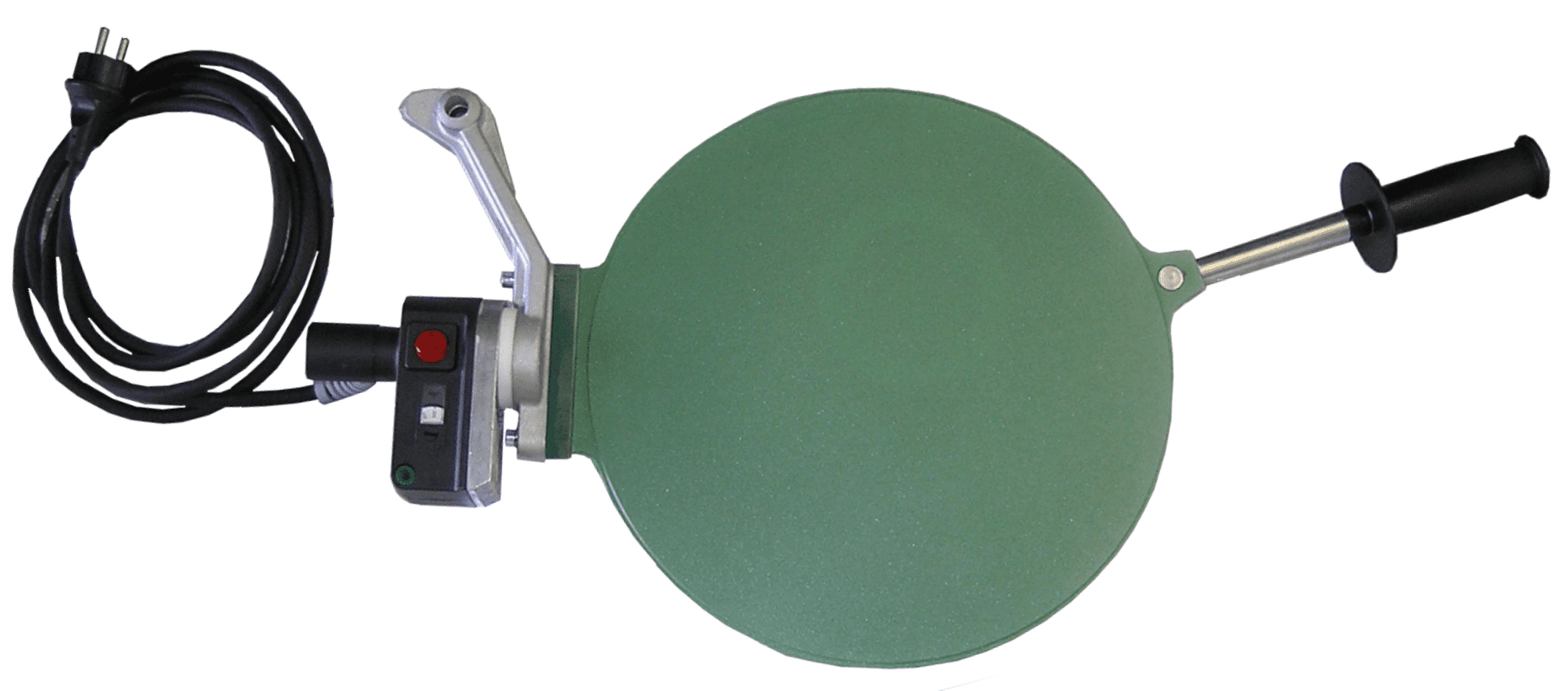
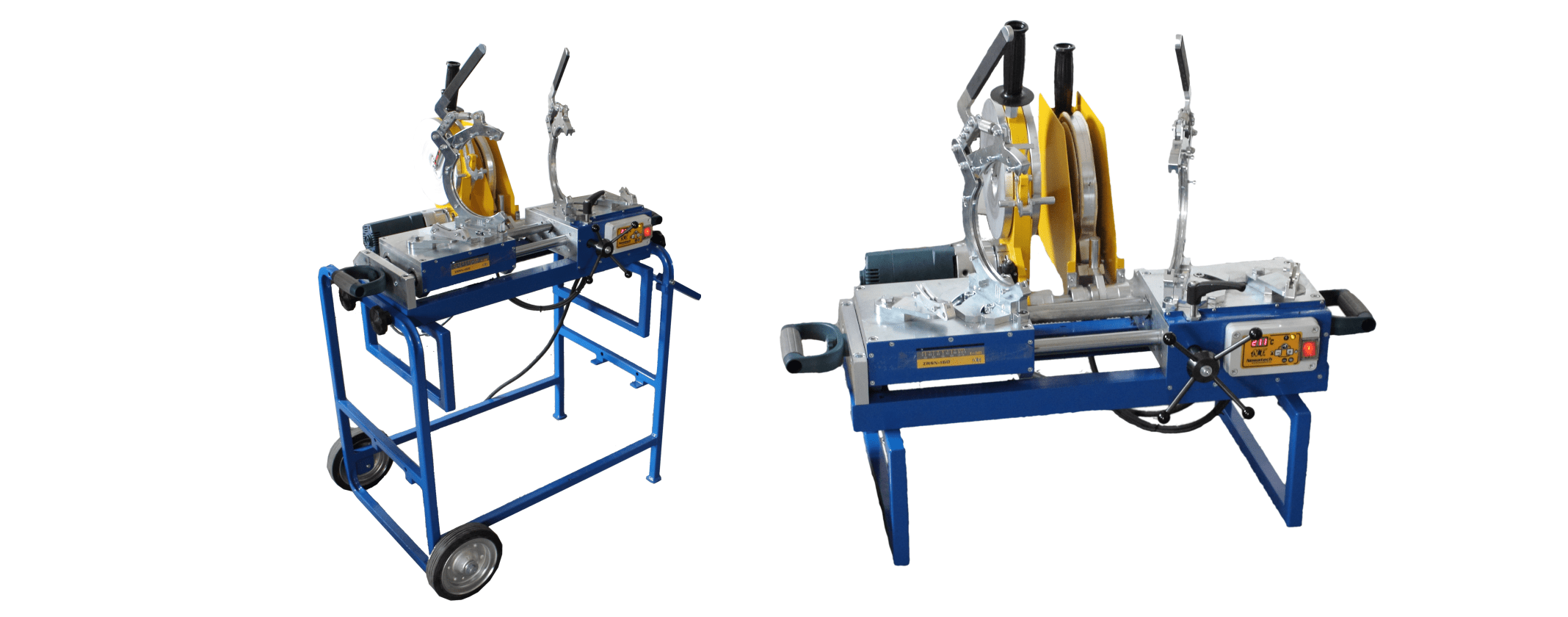
Mobile Stumpfschweißgeräte für umfangreichen Einsatz
Mobile Stumpfschweißgeräte für umfangreichen Einsatz

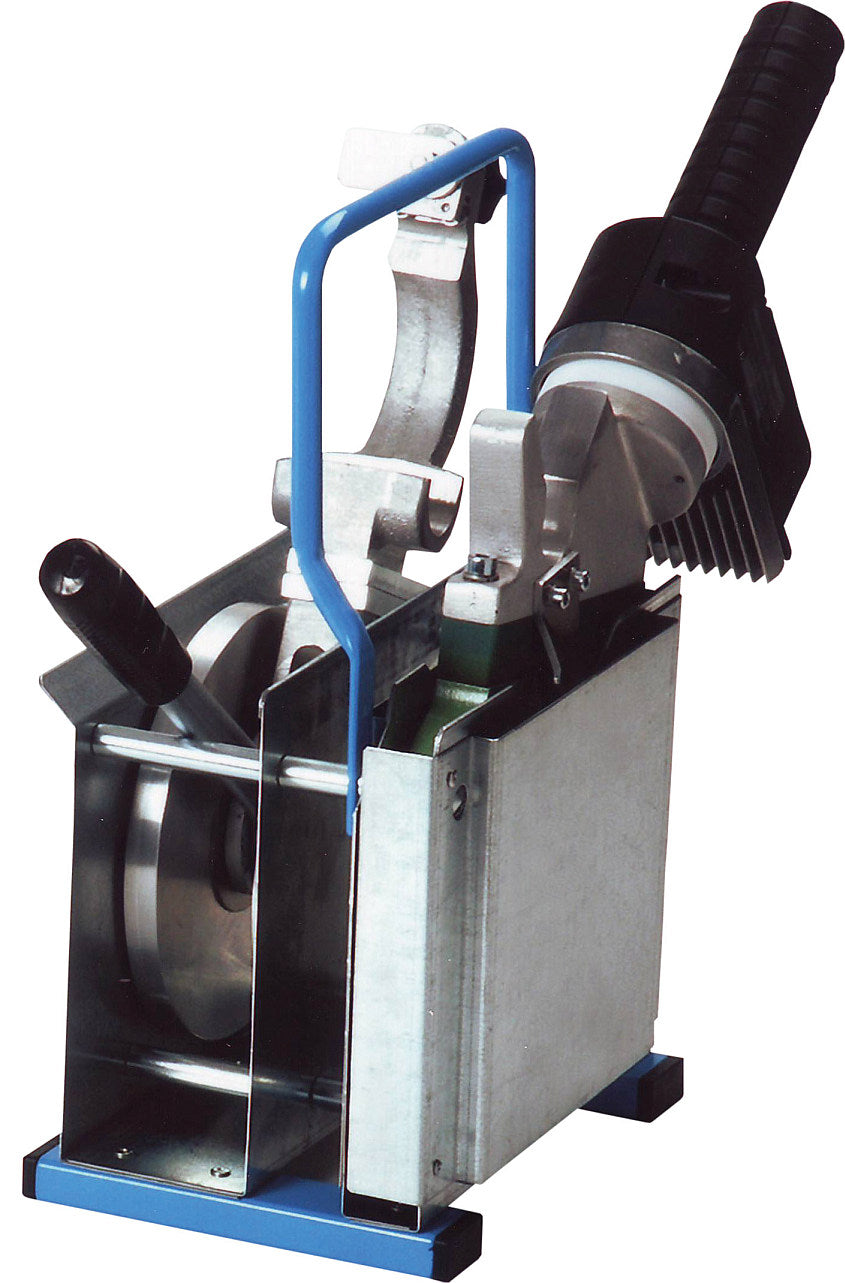
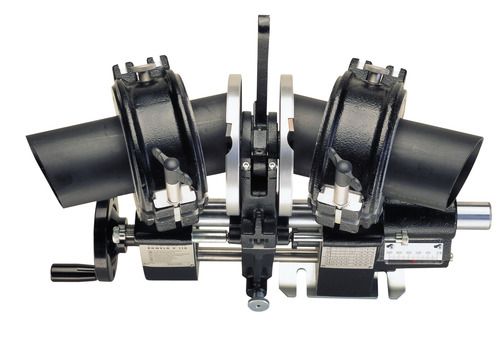
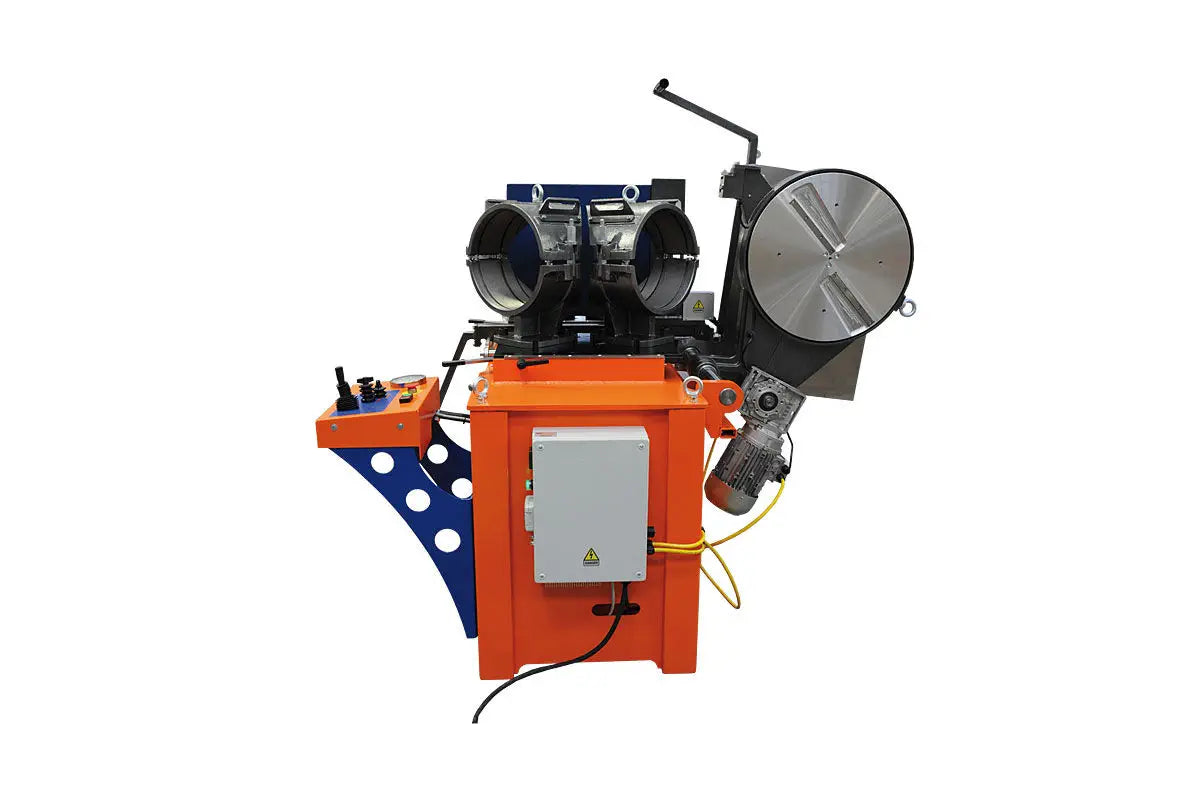
Stumpfschweißgerät kaufen und einfach bedienen
Stumpfschweißgerät kaufen und einfach bedienen