Stumpfschweißen: Professionelle Rohrverbindungen im Baugewerbe
Ein undichtes Rohr im Tiefbau kann schnell zum kostspieligen Problem werden – besonders wenn die Schweißnaht versagt. Stumpfschweißen ist hier die bewährte Lösung, die Profis seit Jahrzehnten vertrauen. Doch was unterscheidet eine hochwertige Stumpfschweißung von einer mangelhaften Verbindung? Die Antwort liegt nicht nur in der richtigen Technik, sondern bereits in der präzisen Vorbereitung. Ob Sie PE-Rohre für die Wasserversorgung verbinden oder Metallkonstruktionen im Brunnenbau verschweißen – das Verfahren erfordert Fachwissen und die passende Ausrüstung. In diesem Beitrag erfahren Sie, wie Stumpfschweißen funktioniert, welche Materialien sich eignen und worauf es bei der professionellen Umsetzung wirklich ankommt.
Was macht das Stumpfschweißen so besonders?
Das Stumpfschweißen verbindet Rohre ohne Überlappung und Zusatzmaterial durch direktes Verschmelzen der Stirnflächen. Diese Technik ermöglicht durchgängige Rohrverbindungen ohne Querschnittsverengung und erreicht die gleiche Festigkeit wie das Grundmaterial.
Mehr erfahrenV-Fase oder J-Fase – welche Vorbereitung ist die richtige?
Bei dickwandigen Rohren über 20 mm entscheidet die Wahl zwischen V-Fase und J-Fase über Schweißzeit und Kosten. Die J-Fase kann das Schweißvolumen um bis zu 50% reduzieren, erfordert aber spezielle Bearbeitungswerkzeuge.
Mehr erfahrenWie unterscheiden sich Heizelement- und Heizwendelschweißen?
Während beim Heizelement-Stumpfschweißen ein externes Heizelement verwendet wird, nutzt das Heizwendelschweißen integrierte elektrische Heizelemente in speziellen Fittings. Beide Verfahren haben spezifische Vorteile je nach Einbausituation.
Mehr erfahrenWo bewährt sich Stumpfschweißen in der Baupraxis?
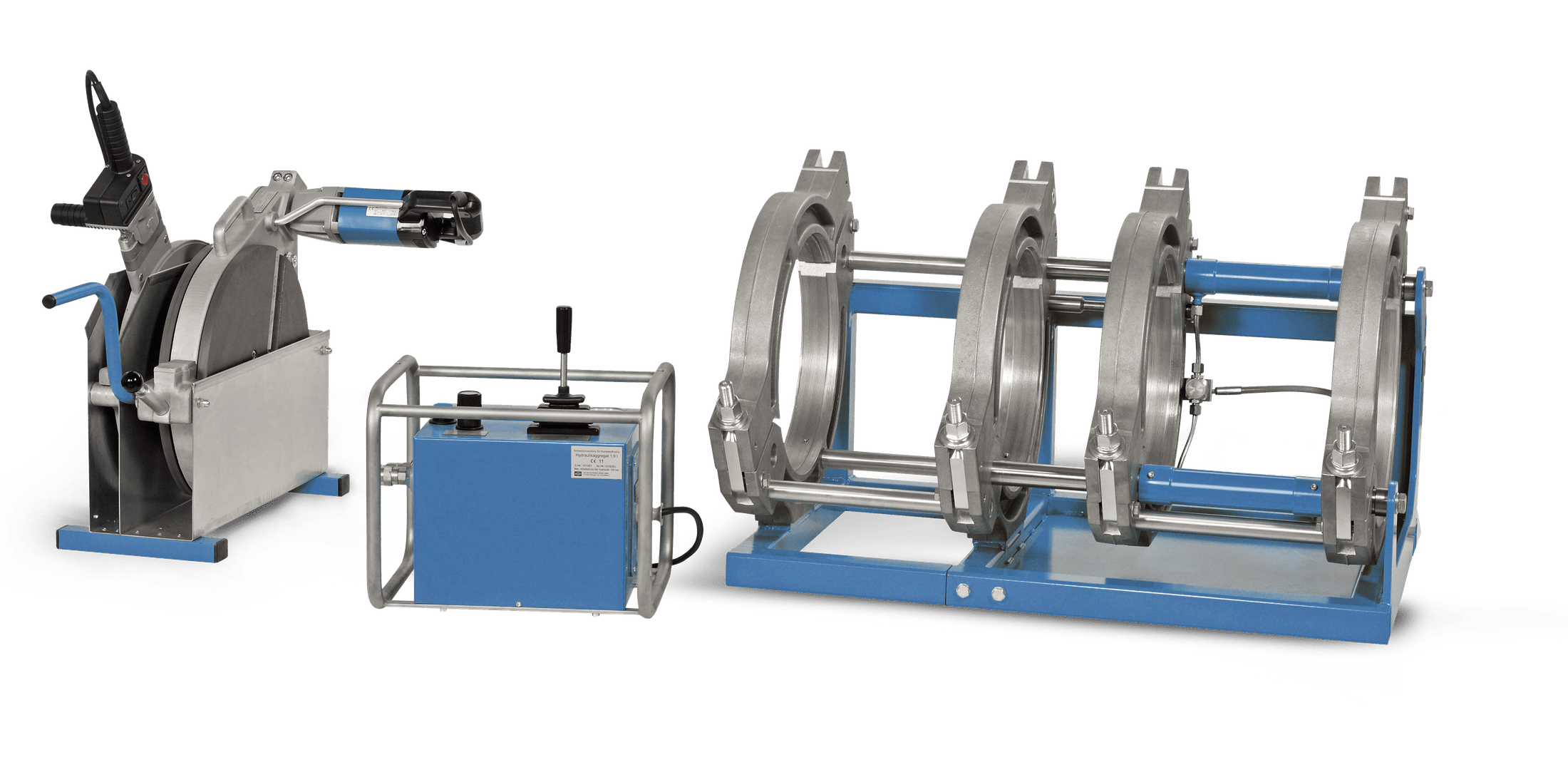
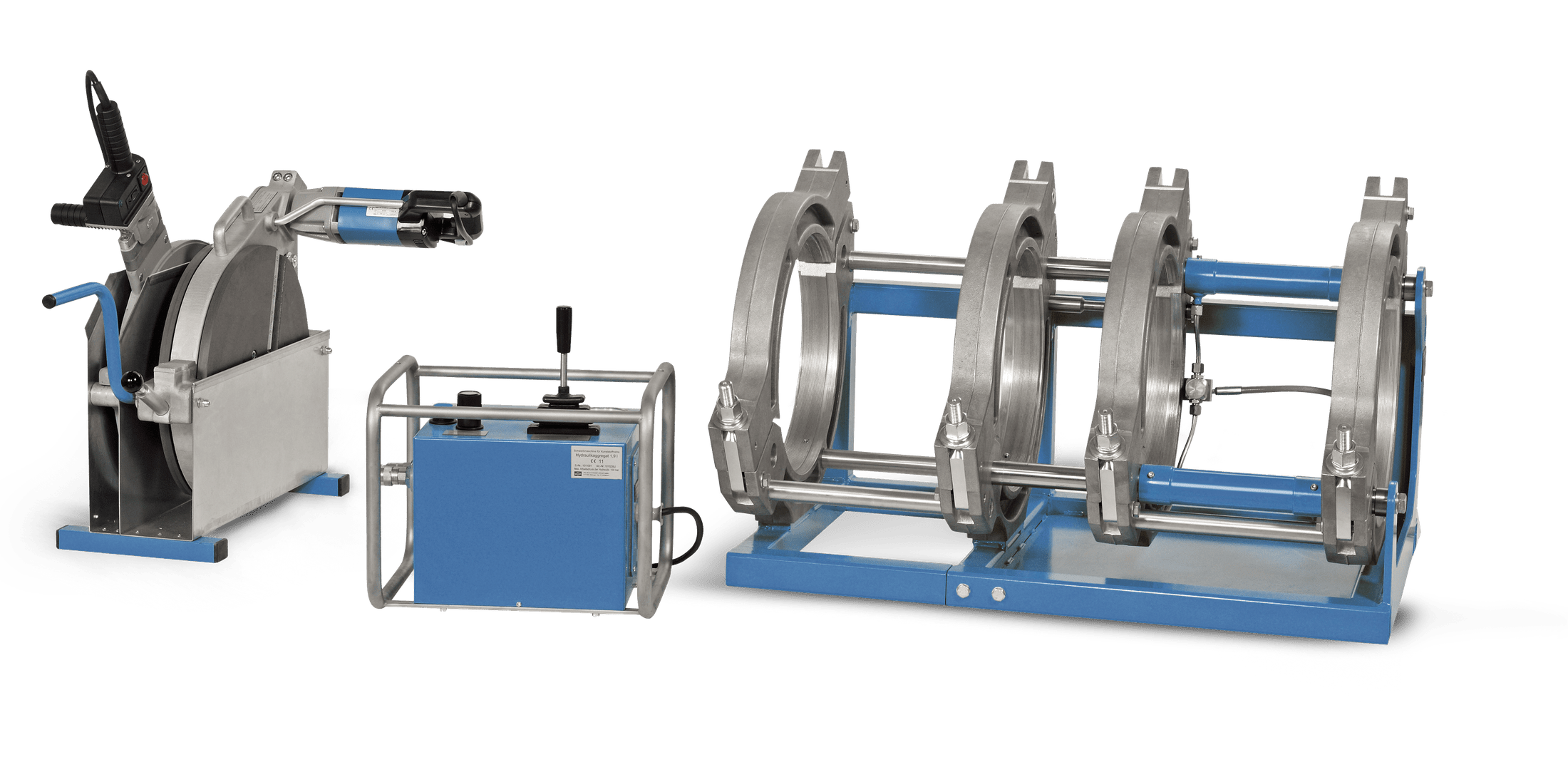
Von Trinkwasserleitungen im Tiefbau über Brunnenrohre bis zu komplexen Haustechnik-Systemen – das Stumpfschweißen ermöglicht dauerhafte Verbindungen für unterschiedlichste Anforderungen. Mobile Schweißmaschinen wie die WIDOS 2500 bieten dabei maximale Flexibilität.
Mehr erfahrenWas ist Stumpfschweißen? Grundlagen des Verfahrens
Definition und Funktionsweise der Stumpfschweißung
Das Stumpfschweißen ist ein bewährtes Verfahren zum dauerhaften Verbinden von Rohren und anderen Bauteilen, bei dem die Stirnflächen zweier Werkstücke direkt miteinander verschweißt werden. Im Gegensatz zu anderen Schweißverfahren erfolgt die Verbindung ohne Überlappung und ohne Zusatzmaterial – die Rohrenden werden präzise aneinandergefügt und durch Hitze und Druck zu einer homogenen Einheit verschmolzen.
Beim klassischen Heizelement-Stumpfschweißen werden die zu verbindenden Rohre zunächst exakt ausgerichtet und in einer Stumpfschweißmaschine fixiert. Ein elektrisch beheiztes Heizelement wird zwischen die planparallel vorbereiteten Fügeflächen gebracht. Durch den kontrollierten Druck und die präzise Temperatur von etwa 200-220°C bei Polyethylen entsteht eine Schmelzzone an beiden Oberflächen. Nach dem Entfernen des Heizelements werden die erwärmten Rohrenden unter definiertem Druck zusammengefügt. Die Verschmelzung der Materialien führt zu einer Schweißnaht, die in ihrer Festigkeit dem Grundmaterial entspricht.
Nach 20 Jahren im Geschäft kann ich sagen: Eine saubere Stumpfschweißung hält ein Rohrleben lang. Der Schlüssel liegt in der präzisen Vorbereitung und den richtigen Parametern – dann ist die Schweißnaht genauso stark wie das Rohr selbst.
Der entscheidende Unterschied zum Überlappschweißen liegt in der Art der Verbindung: Während beim Überlappschweißen die Werkstücke übereinander gelegt werden, stoßen beim Stumpfschweißen die Stirnflächen direkt aufeinander. Diese Methode ermöglicht eine durchgängige Rohrverbindung ohne Querschnittsverengung – ein wichtiger Vorteil für druckbeständige Leitungssysteme im Tiefbau und der Haustechnik (Harms & Wende, 2023).

Heizelement-Stumpfschweißen

Schweißtemperaturen und Parameter
Materialien und Einsatzbereiche
Das Stumpfschweißen eignet sich für verschiedenste Materialien, wobei im Baugewerbe vor allem Kunststoffrohre aus Polyethylen (PE) eine zentrale Rolle spielen. PE-Rohre mit Durchmessern von 50 bis über 1000 mm lassen sich mit diesem Verfahren zuverlässig verbinden. Die Schweißbarkeit von Polyethylen macht es zum idealen Material für Gas- und Wasserleitungen, da die entstehenden Verbindungen absolut dicht und langlebig sind.
Neben Kunststoffen können auch metallische Werkstoffe stumpfgeschweißt werden. Beim Widerstandstumpfschweißen unterscheidet man zwischen Pressstumpfschweißen für kleinere Querschnitte und Abbrenn-Stumpfschweißen für größere Dimensionen. Diese Verfahren finden Anwendung in der Draht- und Kettenindustrie sowie im Maschinenbau (Harms & Wende, 2023).
Typische Anwendungen im Baugewerbe umfassen:
- Trinkwasserleitungen aus PE 100 oder PE 100-RC
- Gasversorgungsleitungen nach DVGW-Richtlinien
- Abwasserleitungen im Tiefbau
- Industrielle Rohrleitungssysteme
- Geothermie-Leitungen im Brunnenbau
Die Vielseitigkeit des Verfahrens zeigt sich besonders bei Projekten, wo lange Rohrstrecken ohne mechanische Verbindungen realisiert werden müssen. Eine moderne Stumpfschweißmaschine wie die WIDOS 2500 ermöglicht das präzise Verschweißen von Rohren mit Durchmessern zwischen 50 und 315 mm – ideal für mittelständische Bauunternehmen.

Schweißnahtformen und ihre Vorbereitung
V-Fase vs. J-Fase: Vor- und Nachteile
Bei der Vorbereitung von Rohren mit Wandstärken über 20 mm spielt die Wahl der richtigen Fasenform eine entscheidende Rolle für die Qualität der Schweißnaht. Die beiden gängigsten Varianten – V-Fase und J-Fase – unterscheiden sich grundlegend in ihrer Geometrie und ihren Einsatzbereichen.
Die V-Fase zeichnet sich durch ihre symmetrische, keilförmige Vorbereitung aus. Mit einem Öffnungswinkel von typischerweise 60° bis 70° ermöglicht sie einen guten Zugang zur Wurzel der Schweißnaht. Bei dickwandigen Rohren kann jedoch das Schweißnahtvolumen erheblich werden, was zu längeren Schweißzeiten und höheren Kosten führt. Um diesem Problem zu begegnen, werden bei der V-Fase oft Kombinationswinkel eingesetzt: Ein Anfangswinkel von 30° oder 37,5° wird mit einem zweiten Winkel zwischen 5° und 15° kombiniert, um das Gesamtvolumen der Fase zu reduzieren (Serco Tools, 2023).
Die J-Fase hingegen weist eine asymmetrische Form mit einer geraden und einer gebogenen Flanke auf. Diese Geometrie reduziert das Schweißvolumen um bis zu 50% gegenüber einer Standard-V-Fase. Besonders bei Wandstärken über 30 mm zeigt die J-Fase ihre Vorteile: weniger Schweißgut, kürzere Schweißzeiten und geringere Wärmezufuhr ins Material. Allerdings erfordert die Herstellung einer J-Fase spezielle Bearbeitungswerkzeuge und mehr Erfahrung bei der Vorbereitung.
Für die Qualität der Schweißnaht sind präzise Toleranzen entscheidend. Beide Fasenformen erfordern einen Wurzelsteg von 0,5 bis 1,5 mm Breite und einen Spaltabstand zwischen den Teilen von 0,5 bis 1 mm. Diese engen Toleranzen gewährleisten eine optimale Durchschweißung und mechanische Festigkeit der Verbindung (Serco Tools, 2023).
Professionelle Rohrvorbereitung
Eine sorgfältige Vorbereitung der Rohrenden ist der Schlüssel zu einer dauerhaften Schweißverbindung. Der Prozess beginnt mit dem präzisen Ablängen der Rohre. Hierbei hat sich das orbitale Schneiden als überlegene Methode etabliert: Eine Rohrsäge wird kontrolliert um das Rohr geführt, wodurch die Rohrgeometrie perfekt erhalten bleibt und Toleranzwerte von weniger als 0,25 mm erreicht werden (AXXAIR, 2023).
Nach dem Schneiden folgt die mechanische Bearbeitung der Oberfläche. Bei PE-Rohren müssen die Rohrenden planparallel gehobelt werden, um eine optimale Kontaktfläche zu schaffen. Moderne Stumpfschweißmaschinen verfügen über integrierte elektrische Planhobel, die diese Aufgabe präzise erledigen. Die Oberfläche muss absolut sauber und frei von Oxidschichten sein – bei PE-Rohren bedeutet dies das Entfernen der obersten Materialschicht.
Zu den häufigsten Fehlern bei der Vorbereitung gehören:
- Unzureichende Reinigung der Fügeflächen
- Schräge oder wellige Schnittflächen
- Zu große Spaltmaße zwischen den Rohrenden
- Vernachlässigung der Temperatur- und Feuchtigkeitsbedingungen
- Verwendung ungeeigneter Schneidwerkzeuge
Professionelle Bauunternehmen setzen auf kalibrierte Werkzeuge und geschultes Personal, um diese Fehlerquellen zu minimieren. Die Investition in eine hochwertige Ausrüstung zahlt sich durch reduzierte Ausschussraten und langlebige Verbindungen aus.

Spezialverfahren: Stumpf- und Heizwendelschweißen
Verfahrenstechnik und Besonderheiten
Das Heizwendelschweißen stellt eine Weiterentwicklung des klassischen Stumpfschweißens dar und bietet besondere Vorteile bei der Verbindung von Kunststoffrohren mit integrierten Heizwendeln. Im Gegensatz zum Heizelement-Stumpfschweißen, bei dem ein externes Heizelement verwendet wird, nutzt das Heizwendelschweißen eingebettete elektrische Heizelemente in speziellen Fittings.
Beim klassischen Heizelement-Stumpfschweißen werden die zu verbindenden Rohre zunächst spannungs- und versatzfrei in die Grundmaschine eingespannt. Nach dem planparallelen Hobeln der Stirnflächen bringt man beide Rohrenden gleichzeitig mit dem antihaftbeschichteten Heizelement in Kontakt. Die kontrollierte Wärmeenergie erwärmt die Fügeflächen auf die materialspezifische Schweißtemperatur. Nach Erreichen der optimalen Temperatur wird das Heizelement entfernt und die Rohrenden unter definiertem Druck zusammengefügt (PF-Schweißtechnologie GmbH, 2023).
Die Besonderheit des Heizwendelschweißens liegt in der integrierten Heiztechnik: Elektrische Heizwendeln sind direkt in Muffen oder Formteile eingebettet. Durch Anlegen einer definierten Spannung erwärmen sich diese Wendeln und schmelzen das umgebende Material auf. Der Vorteil: Die Wärme entsteht genau dort, wo sie benötigt wird – direkt in der Fügezone. Dies ermöglicht kürzere Schweißzeiten und reduziert die Gefahr von Wärmeverlusten.
Beide Verfahren haben ihre spezifischen Einsatzbereiche: Während das Heizelement-Stumpfschweißen bei geraden Rohrverbindungen dominiert, eignet sich das Heizwendelschweißen besonders für Abzweigungen, Bögen und komplexe Formteile. Die Wahl des Verfahrens hängt von Faktoren wie Rohrdurchmesser, Wandstärke und Einbausituation ab.
Die Vorbereitungsschritte beim Heizelement-Stumpfschweißen folgen einem standardisierten Ablauf nach DVS 2207. Zunächst erfolgt die Reinigung und Entfettung der Rohrenden. Anschließend werden die Rohre in der Maschine ausgerichtet und fixiert. Der Hobelprozess entfernt Oxidschichten und stellt planparallele Flächen her. Die Parameter für Temperatur, Anwärmdruck und Schweißdruck sind materialabhängig und müssen exakt eingehalten werden.
Beim Heizwendelschweißen gestaltet sich die Vorbereitung anders: Die Rohrenden werden auf die erforderliche Länge geschält, um eine saubere Oberfläche für die Muffe zu schaffen. Die korrekte Einstecktiefe wird markiert, und die Bauteile werden trocken montiert, um die Passgenauigkeit zu prüfen. Erst dann erfolgt der eigentliche Schweißvorgang mit vorprogrammierten Parametern.
Die Qualitätssicherung spielt bei beiden Verfahren eine zentrale Rolle. Moderne Schweißmaschinen protokollieren alle relevanten Parameter wie Temperatur, Druck und Zeit. Diese Dokumentation ist besonders im Leitungsbau wichtig, wo die Verbindungen oft jahrzehntelang halten müssen. Das Ergebnis beider Verfahren ist eine druckbeständige und gasdichte Verbindung, deren Festigkeit bei fachgerechter Ausführung der des Grundmaterials entspricht.
Praktische Umsetzung im Baugewerbe
Anwendungsbeispiele aus der Praxis
Im Tiefbau hat sich das Stumpfschweißen als unverzichtbare Technik für die Installation von Versorgungsleitungen etabliert. Bei der Verlegung von PE-Trinkwasserleitungen mit Durchmessern zwischen 110 und 400 mm kommt fast ausschließlich das Heizelement-Stumpfschweißen zum Einsatz. Ein typisches Projekt umfasst dabei die Verbindung von 12-Meter-Rohrabschnitten zu durchgehenden Leitungssträngen. Die mechanische Belastbarkeit der Schweißnähte ermöglicht grabenlose Verlegetechniken wie das Horizontalspülbohrverfahren, bei dem die verschweißten Rohrstränge mit erheblichen Zugkräften in den Boden eingezogen werden.
Im Brunnenbau stellen die extremen Bedingungen besondere Anforderungen an die Schweißverbindungen. Brunnenrohre aus PE 100-RC müssen nicht nur dem Wasserdruck standhalten, sondern auch der mechanischen Belastung beim Einbau in Tiefen von über 100 Metern. Hier bewährt sich die Stumpfschweißtechnik durch ihre Fähigkeit, vollflächige Verbindungen ohne Querschnittsverengung zu erzeugen. Die homogene Verschmelzung der Rohrenden verhindert Ablagerungen und Verkeimungen – ein entscheidender Vorteil bei Trinkwasserbrunnen.
In der Haustechnik findet das Stumpfschweißen vor allem bei größeren Objekten Anwendung. Industriegebäude, Krankenhäuser oder Wohnanlagen benötigen robuste Leitungssysteme für Heizung, Kühlung und Sanitär. PE-Rohre mit Durchmessern von 50 bis 160 mm werden dabei zu komplexen Verteilersystemen verschweißt. Die Möglichkeit, vorgefertigte Rohrabschnitte in der Werkstatt zu verschweißen und als Module auf die Baustelle zu transportieren, reduziert die Montagezeit erheblich.
Die vielfältigen Anwendungen des Widerstandstumpfschweißens reichen von der Fahrzeugindustrie über die Ketten- und Kabelindustrie bis zum Maschinenbau. Im Baugewerbe findet diese Technik vor allem bei der Herstellung von Bewehrungsstahl Verwendung, wo Stabstähle zu längeren Einheiten verschweißt werden (Harms & Wende, 2023).
Für mittelständische Bauunternehmen hat sich die Investition in mobile Stumpfschweißmaschinen als wirtschaftlich sinnvoll erwiesen. Geräte wie die WIDOS 2500 ermöglichen flexibles Arbeiten sowohl in der Werkstatt als auch auf der Baustelle. Mit ihrer Schweißkraft von 160 kp und dem integrierten Planhobel decken sie den typischen Bedarfsbereich von DA 50-315 mm ab – genau die Dimensionen, die im Tief- und Rohrleitungsbau am häufigsten vorkommen.
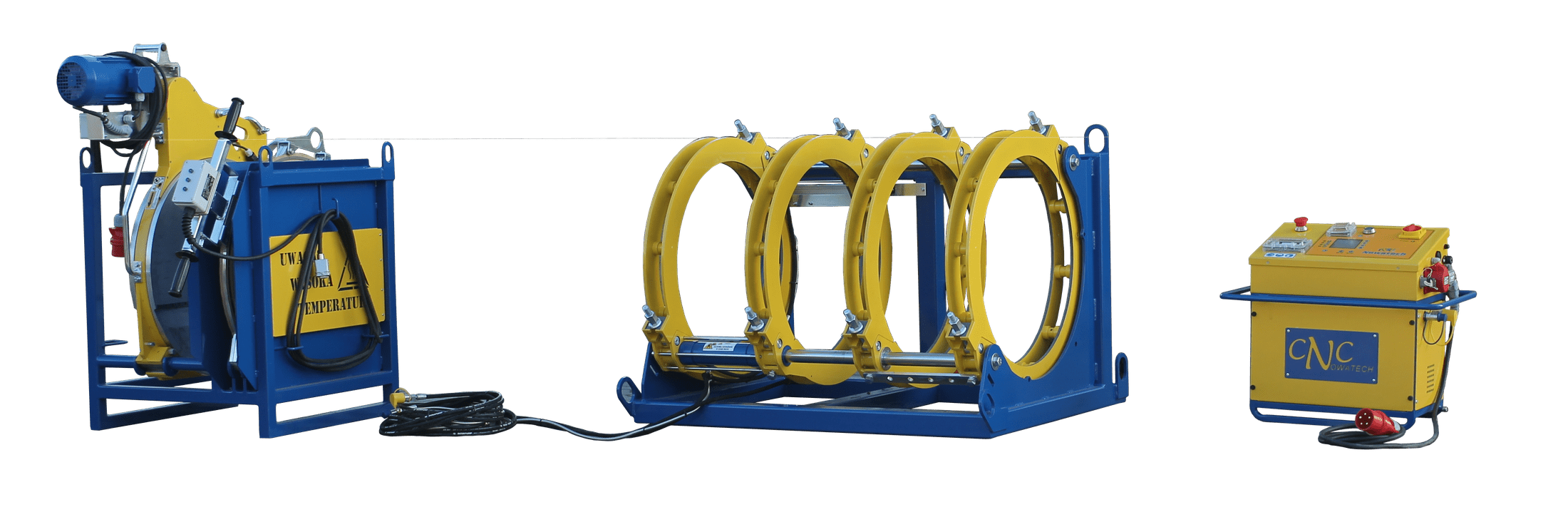
Vollautomatisches Stumpfschweißen - CNC



Häufig gestellte Fragen zum Stumpfschweißen
Eine Stumpfschweißung ist eine Schweißverbindung, bei der zwei Werkstücke mit ihren Stirnflächen direkt aneinandergefügt und ohne Zusatzmaterial verschweißt werden. Die Rohrenden oder Bauteile werden dabei durch Hitze und Druck zu einer homogenen, durchgängigen Verbindung verschmolzen, die keine Querschnittsverengung aufweist.
Ein Stumpfstoß bezeichnet die Verbindungsart, bei der zwei Werkstücke mit ihren Stirnseiten bündig aufeinandertreffen. Im Gegensatz zum Überlappstoß liegen die Teile nicht übereinander, sondern stoßen direkt aneinander – dies ermöglicht eine durchgehende Materialverbindung ohne Verdickung oder Absatz.
Beim Widerstandsstumpfschweißen lassen sich verschiedene Metalle verbinden:Stahl und Edelstahl (Bewehrungsstäbe, Drähte)Aluminium und AluminiumlegierungenKupfer und KupferlegierungenTitan für spezielle AnwendungenDie Schweißbarkeit hängt von der elektrischen Leitfähigkeit und dem Schmelzpunkt des jeweiligen Metalls ab.
Die Schweißzeit beim Heizelement-Stumpfschweißen hängt vom Rohrdurchmesser und der Wandstärke ab. Für ein PE-Rohr mit 110 mm Durchmesser beträgt die reine Schweißzeit etwa 10-15 Minuten, wobei die Gesamtzeit inklusive Vorbereitung und Abkühlung bei 20-30 Minuten liegt.
Für PE-Rohre liegt die optimale Schweißtemperatur zwischen 200-220°C. Die exakte Temperatur richtet sich nach dem spezifischen PE-Typ (PE 80, PE 100) und muss gemäß DVS-Richtlinien präzise eingehalten werden, um eine dauerhafte Verbindung zu gewährleisten.
V-Fasen eignen sich für Wandstärken bis etwa 30 mm und bieten einfachere Vorbereitung bei symmetrischer Nahtgeometrie. J-Fasen sind bei Wandstärken über 30 mm vorteilhaft, da sie das Schweißvolumen um bis zu 50% reduzieren – dies spart Zeit, Material und verringert den Wärmeeintrag ins Bauteil.
Das Stumpfschweißen hat sich als unverzichtbare Verbindungstechnik im modernen Baugewerbe etabliert. Die Möglichkeit, Rohre und Bauteile ohne Zusatzmaterial zu homogenen, druckbeständigen Verbindungen zu verschweißen, macht das Verfahren zur ersten Wahl für Tiefbau, Brunnenbau und Haustechnik. Besonders bei PE-Rohrleitungen überzeugt die Technik durch dauerhafte Dichtigkeit und mechanische Festigkeit, die dem Grundmaterial entspricht. Für mittelständische Bauunternehmen lohnt sich die Investition in professionelle Stumpfschweißmaschinen wie die WIDOS 2500, die mit 20 Jahren Markterfahrung von PE Schweißtechnik ein hervorragendes Preis-Leistungs-Verhältnis bietet. Mit der richtigen Ausrüstung und geschultem Personal nach DVS-Richtlinien lassen sich Rohrleitungsprojekte effizient und qualitativ hochwertig umsetzen – eine Investition in die Zukunftsfähigkeit Ihres Unternehmens.