PE Rohr verschweißen: 3 Verfahren für sichere Verbindungen
Auf der Baustelle herrscht Zeitdruck – die PE-Rohre für die neue Wasserleitung müssen heute noch verlegt werden. Doch bei der entscheidenden Verbindung stellt sich die Frage: Wie verschweißt man PE-Rohre eigentlich richtig? Eine fehlerhafte Schweißnaht kann später zu kostspieligen Leckagen führen. PE-Rohre sind aufgrund ihrer thermoplastischen Eigenschaften schweißbar, doch die richtige Technik und präzise Parameter sind entscheidend für eine dauerhafte Verbindung. Ob Heizelementschweißen, Elektroschweißmuffen oder Heizwendelverfahren – jede Methode hat ihre spezifischen Anforderungen an Temperatur, Druck und Zeit. In diesem Beitrag erfahren Sie, welche Schweißverfahren sich für verschiedene Anwendungen eignen, welche Temperaturen optimal sind und wie Sie Schritt für Schritt eine fachgerechte Verbindung herstellen. Mit dem richtigen Know-how gelingt die sichere Verschweißung Ihrer PE-Rohre garantiert.
Warum lassen sich PE-Rohre so gut verschweißen?
PE-Rohre gehören zu den thermoplastischen Kunststoffen, die beim Erwärmen weich werden und nach dem Abkühlen eine homogene Verbindung bilden. Die Materialzusammensetzung und die Kompatibilität verschiedener PE-Typen wie PE80 und PE100 spielen dabei eine wichtige Rolle.
Mehr erfahrenWelches Schweißverfahren eignet sich für Ihre PE-Rohre?
Vom klassischen Heizelementstumpfschweißen über das praktische Elektroschweißmuffen-Verfahren bis zum flexiblen Heizwendelschweißen – jedes Verfahren hat seine spezifischen Einsatzbereiche. Die Wahl hängt von Rohrdimension, Platzverhältnissen und Anwendung ab.
Mehr erfahrenWie verschweißen Sie PE-Rohre fachgerecht?
Eine präzise Schritt-für-Schritt-Anleitung führt Sie durch den gesamten Schweißprozess – von der gründlichen Vorbereitung der Rohrenden über die korrekte Durchführung bis zur wichtigen Abkühlphase. Dabei sind die richtigen Temperaturen und Zeitvorgaben entscheidend für eine dauerhafte Verbindung.
Mehr erfahrenWelche Sicherheitsaspekte müssen Sie beim PE-Schweißen beachten?
Die Einhaltung von Temperaturbereichen, Schutz vor Witterungseinflüssen und systematische Qualitätssicherung sind essentiell für sichere Schweißverbindungen. Nur geschulte Fachkräfte sollten diese Arbeiten durchführen, um Gefahren zu vermeiden und die Verbindungsqualität zu gewährleisten.
Mehr erfahrenWas macht PE-Rohre schweißbar?
PE-Rohre lassen sich hervorragend verschweißen, weil Polyethylen zu den thermoplastischen Kunststoffen gehört. Diese Werkstoffe werden beim Erwärmen weich und formbar, ohne sich chemisch zu zersetzen. Beim Abkühlen erstarren sie wieder und bilden eine homogene, dichte Verbindung.
Materialzusammensetzung und thermoplastische Eigenschaften
Polyethylen besteht aus langen Molekülketten, die sich beim Erhitzen voneinander lösen und beweglich werden. Ab einer bestimmten Schweißtemperatur plastifiziert das Material – es wird zähflüssig und die Fügeflächen können miteinander verschmelzen. Diese thermoplastische Eigenschaft macht PE-HD und andere PE-Varianten ideal für verschiedene Schweißverfahren.
Die Festigkeit der Schweißverbindung hängt maßgeblich vom MFR-Wert (Melt Flow Rate) ab, der das Fließverhalten des geschmolzenen Kunststoffs beschreibt. Laut DVS 2207-1 gelten PE-Materialien mit einem MFR-Bereich von 0,20 bis 1,70 g/10 min als schweißgeeignet (MCM-Systeme, 2023).
PE80 vs. PE100: Unterschiede und Kompatibilität
PE80 und PE100 unterscheiden sich hauptsächlich in ihrer Mindestfestigkeit: PE80 erreicht 8 MPa, PE100 hingegen 10 MPa. Trotz dieser Unterschiede können beide Materialtypen miteinander verschweißt werden – vorausgesetzt, sie haben die gleiche Druckstufe (SDR-Klasse) und ein ähnliches Schmelzfließverhalten.
Die DVS-Richtlinie 2207-1 bestätigt ausdrücklich die technische Machbarkeit dieser Verbindung (MCM-Systeme, 2023). Leichte Unterschiede im Fließverhalten können zwar zu einem ungleichmäßigen Schweißwulst führen, beeinträchtigen aber nicht zwangsläufig die Qualität der Verbindung, wenn alle Schweißparameter eingehalten werden.
Nach 20 Jahren in der PE-Schweißtechnik kann ich sagen: Die richtige Vorbereitung macht 50% des Erfolgs aus. Nehmen Sie sich die Zeit für saubere Rohrenden und korrekte Temperatureinstellungen – Ihre Schweißnähte werden es Ihnen danken.
Heizelement-Stumpfschweißen

Die wichtigsten Schweißverfahren für PE-Rohre
Für PE-Rohre stehen drei bewährte Schweißverfahren zur Verfügung, die je nach Anwendung und Dimension ihre spezifischen Vorteile bieten.

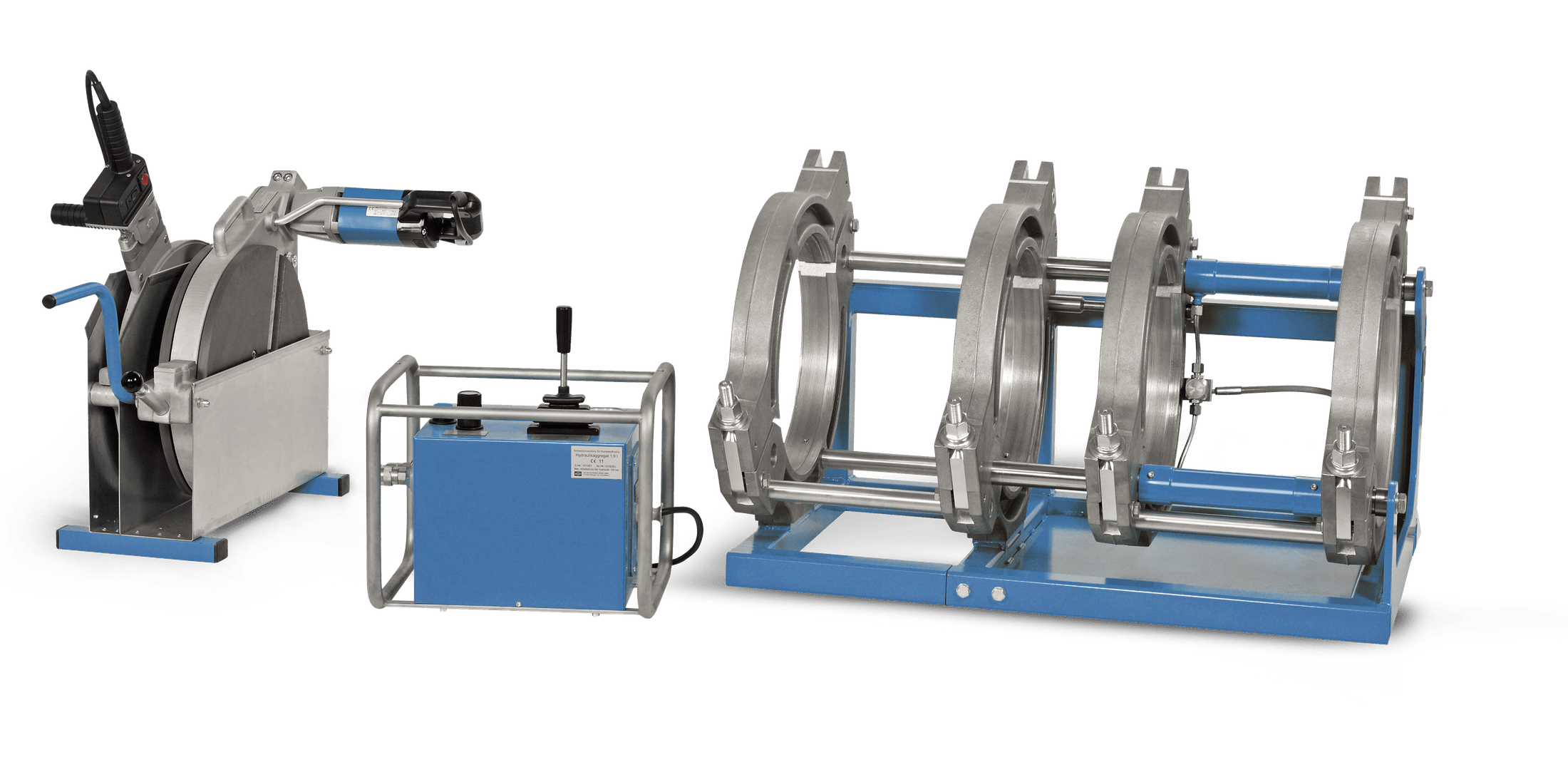
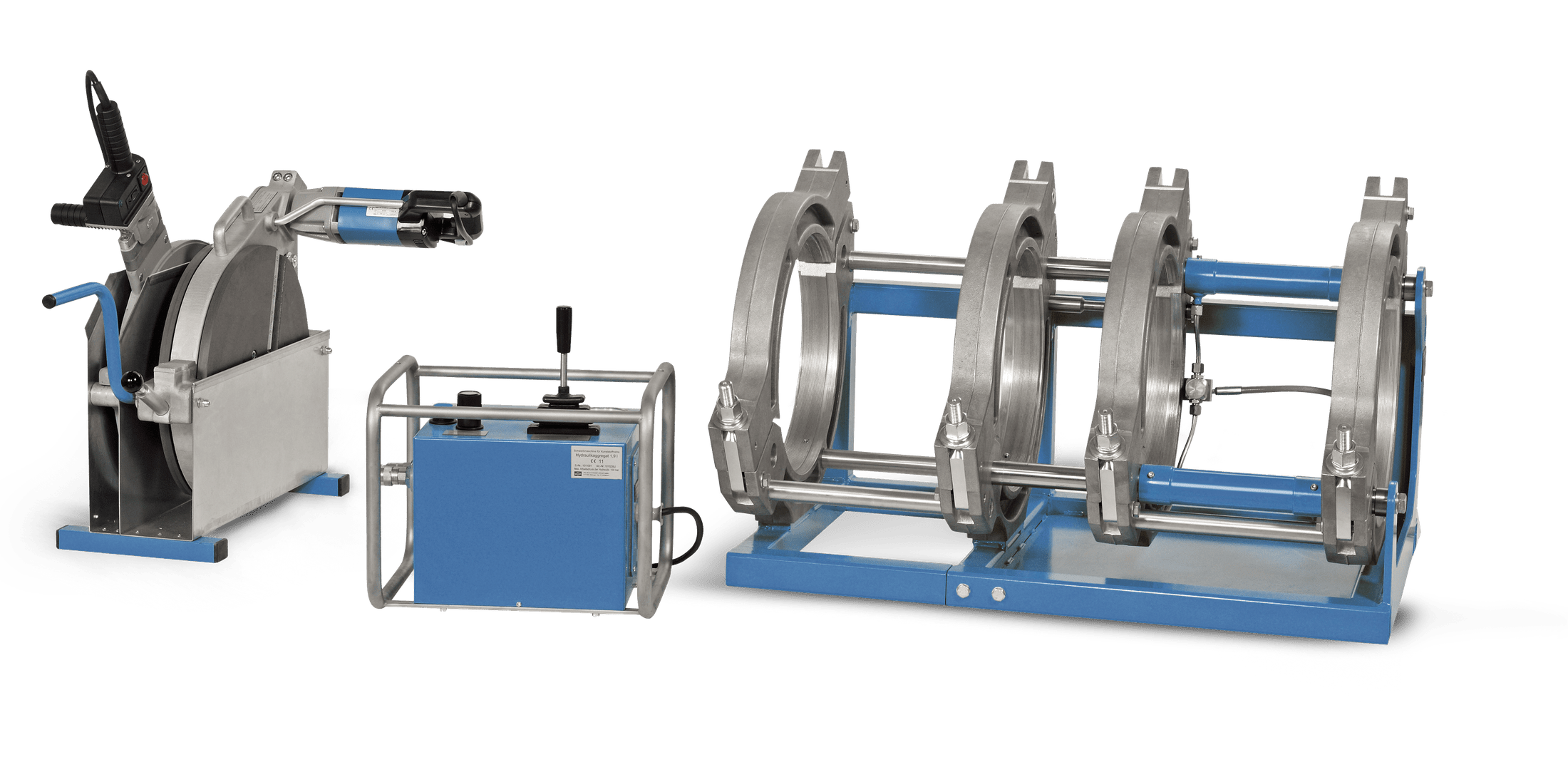
Heizelementschweißen (Stumpfschweißen)
Das Heizelementstumpfschweißen ist das klassische Verfahren für PE-Rohre. Dabei werden die Rohrenden mittels eines beheizten Werkzeugs – dem Heizelement – auf Schweißtemperatur gebracht (AVK Armaturen, 2023). Nach dem Erwärmen wird das Heizelement entfernt und die plastifizierten Rohrenden werden unter definiertem Druck zusammengefügt.
Dieses Verfahren eignet sich besonders für größere Rohrdimensionen und liefert extrem belastbare Verbindungen. Die Schweißnaht ist bei korrekter Durchführung genauso fest wie das Rohr selbst.

Elektroschweißmuffen-Verfahren
Beim Elektroschweißmuffen-Verfahren kommen spezielle Muffen mit integrierten Heizdrähten zum Einsatz (AVK Armaturen, 2023). Ein Schweißgerät liefert den erforderlichen Strom, der die Heizdrähte erwärmt. Dadurch schmelzen die Innenflächen der Muffe und die Außenflächen der eingeschobenen Rohre auf und verbinden sich dauerhaft.
Dieses Verfahren punktet durch seine Einfachheit und Zuverlässigkeit, besonders bei beengten Platzverhältnissen oder ungünstigen Witterungsbedingungen.

Heizwendelschweißen
Das Heizwendelschweißen funktioniert ähnlich wie das Elektroschweißmuffen-Verfahren, bietet aber noch mehr Flexibilität. Es eignet sich hervorragend für schwer zugängliche Bereiche und ermöglicht die Verbindung von Rohren in verschiedenen Dimensionen (AVK Armaturen, 2023). Formteile und Sonderanschlüsse lassen sich mit diesem Verfahren ebenfalls sicher verbinden.
Das Heizwendelschweißgerät ZEEN-800 von PE Schweißtechnik beispielsweise verarbeitet Elektroschweißfittings von 16 bis 160 mm Durchmesser und erfüllt alle Anforderungen der DVS-2207-Kalibrierung.

Schweißtemperaturen und Parameter
Die exakte Einhaltung der Schweißtemperatur und weiterer Parameter ist entscheidend für eine dauerhafte, dichte Verbindung.
Optimale Temperaturbereiche für PE-HD
Für das Heizelementstumpfschweißen von PE-HD, PE 80, PE 100 und PE 100 RC gilt eine einheitliche Heizelementtemperatur von 210 ± 10 °C (SIMONA AG, 2023; e-construction-bbs.com, 2023). Diese Temperatur gewährleistet, dass das Material optimal plastifiziert, ohne thermisch geschädigt zu werden.
Zeitvorgaben und Druckparameter
Die Schweißparameter richten sich nach der Wanddicke der Rohre:
- Wanddicke bis 4,5 mm: Anwärmzeit 45 s, Umstellzeit max. 5 s, Fügedruckaufbauzeit 5 s, Abkühlzeit mind. 6 min
- Wanddicke 4,5–7 mm: Anwärmzeit 45–70 s, Umstellzeit 5–6 s, Fügedruckaufbauzeit 5–6 s, Abkühlzeit 6–10 min
- Wanddicke 7–12 mm: Anwärmzeit 70–120 s, Umstellzeit 6–8 s, Fügedruckaufbauzeit 6–8 s, Abkühlzeit 10–16 min
- Wanddicke 12–19 mm: Anwärmzeit 120–190 s, Umstellzeit 8–10 s, Fügedruckaufbauzeit 8–11 s, Abkühlzeit 16–24 min
(SIMONA AG, 2023; e-construction-bbs.com, 2023)
Diese Werte basieren auf den Regelwerken DVS 2207-1 und DVGW GW 330 und müssen präzise eingehalten werden.

Schritt-für-Schritt-Anleitung: PE-Rohre fachgerecht verschweißen
Eine sorgfältige Vorbereitung und Durchführung garantiert hochwertige Schweißverbindungen.
Vorbereitung der Rohre
Vor dem Schweißen müssen die Rohrenden gründlich vorbereitet werden (AVK Armaturen, 2023):
- Rohre auf die richtige Länge zuschneiden – rechtwinklig und gratfrei
- Fügeflächen von Schmutz, Fett und Feuchtigkeit reinigen
- Oxidschicht an den Rohrenden mechanisch entfernen
- Rohre in der Schweißvorrichtung ausrichten und fixieren
- Heizelement auf Betriebstemperatur bringen und Sauberkeit prüfen
Durchführung des Schweißvorgangs
Der eigentliche Schweißvorgang erfolgt in definierten Schritten:
- Rohrenden an das Heizelement anfahren und mit leichtem Druck andrücken
- Anwärmphase abwarten – Material beginnt zu schmelzen
- Druck reduzieren und weitere Erwärmung gemäß Zeitvorgabe
- Heizelement schnell entfernen (Umstellzeit beachten)
- Rohrenden zügig zusammenführen und Fügedruck aufbauen
- Druck während der gesamten Abkühlzeit konstant halten
Während des Schweißens und Abkühlens darf die Schweißstelle nicht mechanisch belastet werden (AVK Armaturen, 2023).
Abkühlung und Qualitätskontrolle
Die Abkühlphase ist genauso wichtig wie das Schweißen selbst. Die vorgegebenen Abkühlzeiten müssen unbedingt eingehalten werden – je nach Wanddicke zwischen 6 und 24 Minuten. Erst danach darf die Verbindung bewegt oder belastet werden.
Zur Qualitätskontrolle gehört die visuelle Prüfung des Schweißwulstes: Er sollte gleichmäßig umlaufend sein und keine Einschlüsse oder Fehlstellen aufweisen.

Sicherheitsaspekte beim PE-Schweißen
Die Sicherheit hat beim Schweißen von PE-Rohren oberste Priorität – sowohl für das Personal als auch für die Qualität der Verbindung.
Potenzielle Gefahren und Schutzmaßnahmen
Schweißarbeiten dürfen nur von geübten und ausgebildeten Fachkräften durchgeführt werden (Pipelife Austria, 2023). Der zulässige Temperaturbereich für die Verarbeitung liegt zwischen 0 °C und +40 °C. Bei Temperaturen unter 5 °C wird das PE-Schweißen nach DVS 2207 nur empfohlen, wenn der Schweißbereich vor ungünstigen Witterungseinflüssen geschützt ist (AVK Armaturen, 2023).
Besondere Vorsicht gilt bei:
- Temperaturen unter 0 °C: Hier ist nur noch Heizwendelschweißung bis –5 °C erlaubt (Pipelife Austria, 2023)
- Starkem Wind und Regen: Feuchtigkeit kann die Schweißzone beeinträchtigen
- Beschädigten oder verunreinigten Verbindungsflächen: Diese müssen vor dem Schweißen behandelt werden
Qualitätssicherung der Schweißverbindung
Eine systematische Qualitätssicherung umfasst:
- Dokumentation aller Schweißparameter
- Einhaltung der Richtlinien DVS 2207-1 und DVS 2213
- Regelmäßige Kalibrierung der Schweißgeräte nach DVGW-Vorgaben
- Visuelle und ggf. zerstörungsfreie Prüfung der Schweißnähte
Moderne Geräte wie das ZEEN-800 protokollieren automatisch bis zu 3000 Schweißvorgänge und ermöglichen so eine lückenlose Nachverfolgbarkeit.
Sonderfälle und Herausforderungen
Nicht alle PE-Varianten lassen sich gleich gut schweißen, und manchmal sind spezielle Lösungen gefragt.
PE-UHMW schweißen: Möglichkeiten und Grenzen
PE-UHMW (Ultra High Molecular Weight) unterscheidet sich durch sein extrem hohes Molekulargewicht von Standard-PE. Die langen Molekülketten machen das Material zwar besonders verschleißfest, erschweren aber das Schweißen erheblich. PE-UHMW ist nur bedingt schweißbar, da es beim Erhitzen nicht ausreichend fließt.
Alternative Verbindungstechniken wie mechanische Verbindungen oder Spezialkleber sind hier oft die bessere Wahl. PE-X (vernetztes Polyethylen) ist aufgrund seiner dreidimensionalen Vernetzung gar nicht schweißbar.
Bezugsquellen für Spezialmuffen
Für außergewöhnliche Dimensionen oder Sonderanwendungen benötigt man spezielle Schweißmuffen und Formteile. PE Schweißtechnik bietet mit 20 Jahren Expertise ein umfangreiches Sortiment für alle Bereiche der PE-Schweißtechnik. Von Standard-Elektroschweißmuffen bis zu Sonderanfertigungen finden Profis hier die passenden Verbindungselemente.
Bei der Auswahl der richtigen Muffe spielen Faktoren wie Rohrdimension, Druckstufe und Einsatzbereich eine entscheidende Rolle. Die Beratung durch Fachpersonal hilft, kostspielige Fehler zu vermeiden.
Heizwendelschweißen



Häufig gestellte Fragen zum PE Rohr verschweißen
Ja, PE-Rohre lassen sich hervorragend schweißen, da Polyethylen ein thermoplastischer Kunststoff ist, der beim Erwärmen weich wird und nach dem Abkühlen eine homogene Verbindung bildet. Die drei Hauptverfahren sind: Heizelementschweißen für große Dimensionen, Elektroschweißmuffen für beengte Platzverhältnisse und Heizwendelschweißen für schwer zugängliche Bereiche.
Die optimale Heizelementtemperatur für PE-HD, PE 80 und PE 100 beträgt einheitlich 210 ± 10 °C. Diese Temperatur gewährleistet eine optimale Plastifizierung des Materials ohne thermische Schädigung und ist gemäß DVS 2207-1 und DVGW GW 330 vorgeschrieben.
PE-Rohre werden hauptsächlich durch drei Schweißverfahren verbunden: Heizelementstumpfschweißen: Rohrenden werden erhitzt und zusammengepresst Elektroschweißmuffen: Muffen mit integrierten Heizdrähten verschmelzen die Rohre Heizwendelschweißen: Flexibles Verfahren für Formteile und verschiedene DimensionenAlternativ gibt es mechanische Verbindungen wie Klemmverschraubungen für demontierbare Anschlüsse.
PE-Rohre dürfen nicht verschweißt werden bei Temperaturen unter 0 °C (Ausnahme: Heizwendelschweißung bis -5 °C), bei starkem Regen oder Wind ohne Schutz sowie bei beschädigten oder stark verschmutzten Verbindungsflächen. PE-X (vernetztes Polyethylen) ist generell nicht schweißbar, PE-UHMW nur sehr eingeschränkt.
Eine fachgerecht ausgeführte PE-Schweißverbindung hält genauso lange wie das Rohr selbst – bei ordnungsgemäßer Installation mindestens 50 Jahre. Die Schweißnaht erreicht die gleiche Festigkeit wie das Grundmaterial und ist dauerhaft dicht gegen Wasser und Gas.
Ja, PE-Schweißarbeiten dürfen nur von geschultem Fachpersonal durchgeführt werden. Für öffentliche Versorgungsleitungen ist oft ein DVS-Schweißerschein nach DVS 2212 erforderlich, der die Qualifikation für verschiedene Schweißverfahren und Rohrdimensionen nachweist.
PE-Rohre verschweißen erfordert fundiertes Fachwissen und die richtige Ausrüstung. Die drei bewährten Schweißverfahren – Heizelementschweißen, Elektroschweißmuffen und Heizwendelschweißen – bieten für jede Anwendung die passende Lösung. Entscheidend für dauerhafte, dichte Verbindungen sind die exakte Einhaltung der Schweißtemperatur von 210 ± 10 °C sowie die präzise Beachtung aller zeitlichen und drucktechnischen Parameter gemäß DVS 2207-1. Mit hochwertigen Schweißgeräten wie dem ZEEN-800 und dem umfangreichen Sortiment von PE Schweißtechnik gelingen professionelle Schweißverbindungen, die mindestens 50 Jahre halten. Nutzen Sie die 20-jährige Expertise für Ihre PE-Schweißprojekte – von der Beratung bis zur passenden Spezialmuffe.